When a panel delaminates after four pours instead of twenty, the failure didn't happen on the job site. It happened in the factory — at the press, at the glue spreader, or at the film lamination line. The reuse count you get from a panel is set before it ever ships.
Most sourcing content on film faced plywood covers the steps in sequence: veneer, glue, press, film. What it doesn't do is connect those steps to the field outcome you're actually buying: how many concrete pours a panel survives before the surface degrades, the film lifts, or the core swells. That's what this article covers.
We've been manufacturing film faced plywood at our Xuzhou facility since 2008. What follows is how we actually make it — and why the decisions we make at each stage show up in your reuse count.
What Makes Film Faced Plywood Different from Standard Plywood Production
Standard plywood production ends at the sanding line. Film faced plywood adds a lamination stage that bonds a phenolic-impregnated paper film to both faces under heat and pressure. That film is what gives the panel its concrete-release properties, its moisture resistance, and its surface durability across repeated pour cycles.
The distinction matters for sourcing because the film lamination step is where commodity and engineered product diverge. A factory that runs film lamination as an afterthought — applying film to whatever plywood comes off the main line — produces a different product than one that engineers the entire process around the film's bonding requirements. The veneer surface grade, the glue system, the press parameters, and the film weight all interact. Get one wrong and the film adhesion suffers, even if everything else looks fine on a visual inspection.
Our film faced plywood line is a dedicated production sequence, not a finishing step bolted onto standard plywood output. That distinction runs through every stage below.
Veneer Selection and Core Construction: Where Reuse Life Starts
The core construction of a film faced plywood panel determines its structural behavior under load — stiffness, screw-holding, resistance to edge damage — and it sets the substrate quality that the film bonds to. Both matter for reuse count.
Core species: birch vs. poplar
Birch core panels run denser and stiffer than poplar. A 18mm birch-core panel typically carries a higher modulus of elasticity, which means less deflection under concrete load — relevant when your formwork spans are long or your pour weight is high. Birch also holds screws and form ties better at the panel edge, which reduces edge splitting over repeated assembly cycles.
Poplar core is lighter and costs less. For applications where the panel is supported at close intervals and edge loading is minimal, poplar performs adequately. The trade-off is real: poplar core panels in high-load formwork applications show more edge damage per cycle, which shortens effective reuse life even when the film surface is still intact.
(We supply both. The right choice depends on your pour geometry and support spacing — not on which one sounds better in a spec sheet.)
Veneer grade and surface preparation
The face veneer — the layer directly under the film — has to be smooth, consistent, and free of open defects. Any void, knot hole, or surface irregularity in the face veneer creates a weak point in the film bond. Under the thermal cycling of concrete curing, those weak points become delamination initiation sites.
We grade face veneers separately from core veneers. Face veneers for film faced production go through a dedicated grading pass: surface defects are patched, open grain is rejected, and moisture content is verified before the veneer reaches the layup station. Core veneers are graded for structural integrity — no large voids, consistent thickness — but surface cosmetics are secondary.
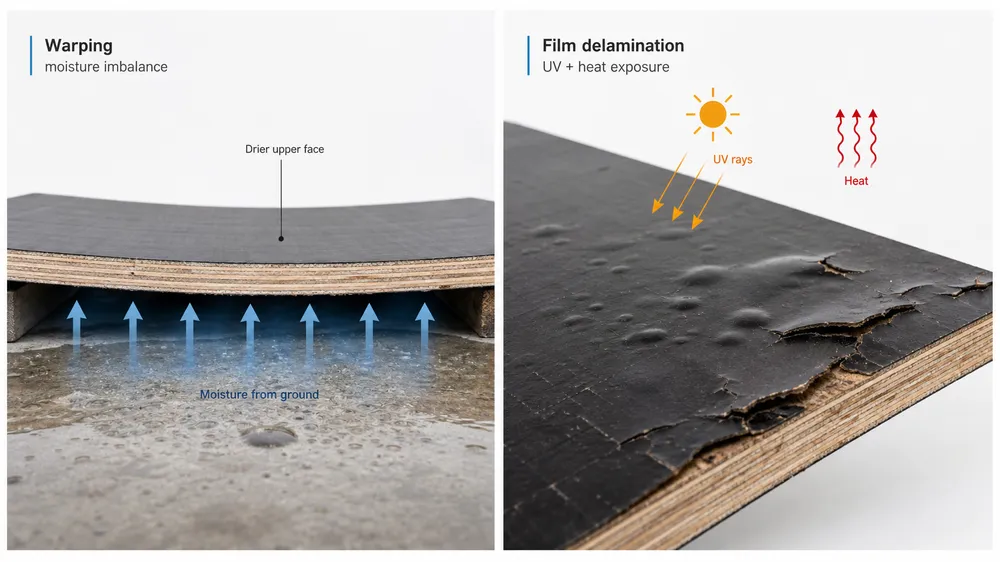
The veneer thickness sequence in the layup also matters. A balanced construction — symmetric veneer arrangement around the center ply — prevents differential moisture movement that causes warping after pressing. We don't cut corners on ply count to hit a lower price point; a panel that warps in storage before it reaches the job site is a problem for your customer, not just for us.

Pre-Press Moisture Control: The Variable Buyers Can't Inspect at Delivery
This is the step most buyers never ask about — and the one that most directly determines whether a panel warps, develops thickness variation, or delaminates in the field.
Veneer moisture content at the time of layup has to fall within a tight range. Too wet, and the hot press drives out steam unevenly, creating internal stress gradients that show up as warping or surface blistering after the panel cools. Too dry, and the glue line doesn't wet out properly, producing a bond that looks fine under a surface check but fails under the wet/dry cycling of concrete formwork use.
We run pre-press moisture verification on every veneer batch before it goes to the layup station. Target moisture content for export-grade film faced plywood is 8–12%. Veneers that fall outside that range go back to the drying line — they don't go into the press.
A lot of factories skip this step. The logic is that the hot press will handle it. And it does, partially — but unevenly. A veneer that enters the press at 16% moisture will lose that moisture during pressing, but the steam has to go somewhere, and it doesn't exit uniformly across a 1220×2440mm panel. The result is thickness variation across the batch: panels that measure 18.0mm at the center and 17.6mm at the corners. That variation is invisible on a visual inspection and doesn't show up in a spot-check thickness measurement. It shows up when your customer runs the panels through automated cutting equipment and gets feed errors, or when the panels don't sit flat in the formwork frame.
(We've seen this failure mode in panels sourced from other factories — buyers bring us samples when they're troubleshooting field problems, and moisture-related thickness variation is one of the most common root causes we identify.)
Glue System and Hot Pressing: Bond Strength Under Repeated Wet/Dry Cycling
Film faced plywood for concrete formwork lives in a wet environment. Concrete is alkaline and wet during the pour; the panel dries between pours; it gets wet again. The glue line has to survive that cycling without losing bond strength.
WBP phenolic resin
We use WBP (Weather and Boil Proof) phenolic resin across our film faced plywood production. WBP phenolic is the correct specification for exterior and formwork applications — it maintains bond integrity under prolonged moisture exposure and temperature variation. MR (moisture-resistant) urea-formaldehyde resin is cheaper and adequate for interior applications, but it degrades under the wet/dry cycling of formwork use. Panels bonded with MR resin will delaminate in formwork applications, typically starting at the edges where moisture ingress is highest.
Glue spread weight
Glue spread weight — the amount of resin applied per unit area of veneer — is one of the variables buyers cannot verify from a finished panel. Too light and you get bond failure; too heavy and you get bleed-through on face veneers, which creates surface irregularities that affect film adhesion.
Our automated glue spreaders apply resin at a controlled spread weight, checked against specification at the start of each production run. The target range for our film faced plywood is calibrated to the veneer species and thickness combination — birch core runs at a different spread weight than poplar because the surface porosity differs.
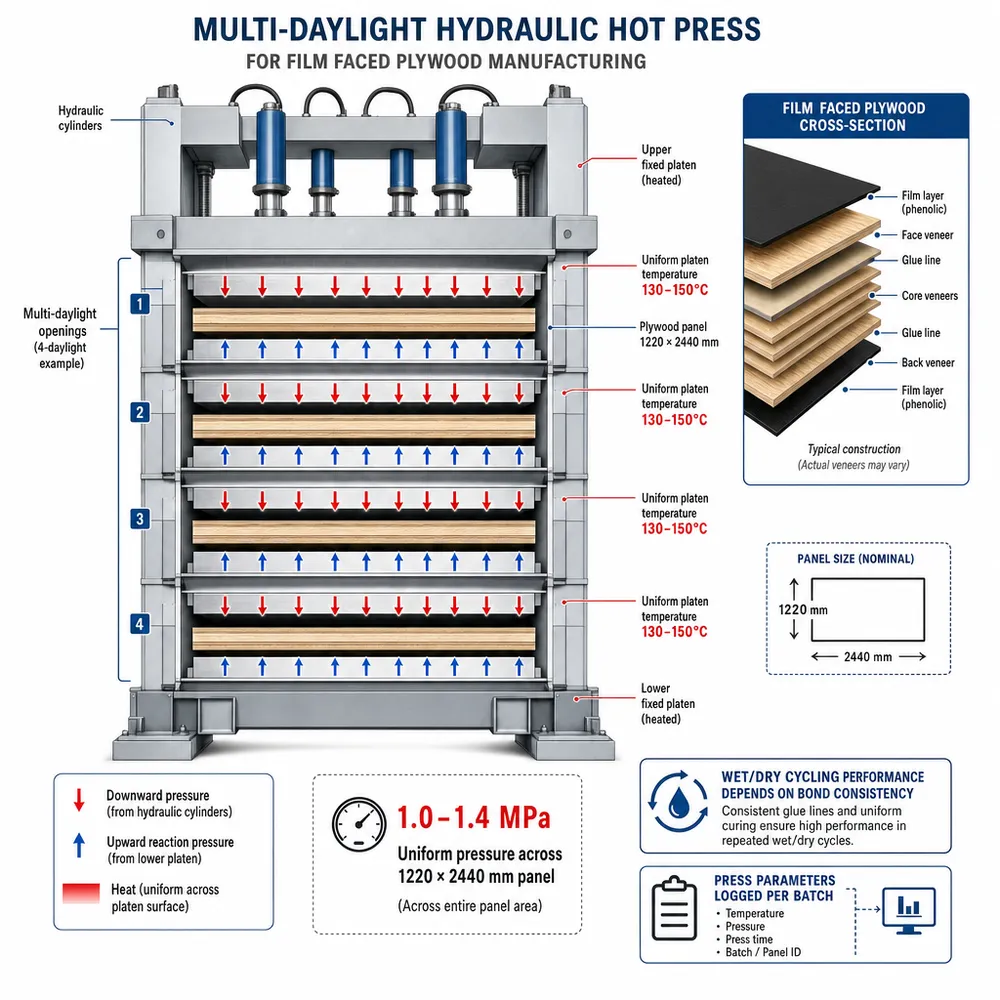
Hot press parameters
Press temperature, pressure, and dwell time are the three variables that determine bond quality. We run multi-daylight hydraulic hot presses calibrated for uniform pressure distribution across the full panel surface. The critical failure mode in hot pressing is uneven pressure — a press that applies 1.2 MPa at the center and 0.9 MPa at the corners produces panels with inconsistent bond strength across the surface. Those panels pass a visual check and even a basic delamination test, but they fail earlier in field use.
Press parameters are logged per batch. If a bonding issue surfaces downstream — a buyer reports delamination on a specific shipment — we can pull the press log for that production run and identify whether the parameters were within specification. That traceability matters when you're troubleshooting a field failure and need to determine whether it's a manufacturing issue or a site handling issue.
CARB P2 compliance through process engineering
Our CARB P2 compliance is achieved through controlled glue spread and press temperature, not through end-of-line emission testing alone. The distinction matters for buyers specifying low-emission formwork in enclosed structures: a panel that passes a CARB P2 emission test at the factory but was produced with inconsistent glue spread will have variable emission performance across the batch. We engineer the process to hit the emission target consistently, then verify it at outgoing inspection.

Phenolic Film Lamination: Weight, Bonding Method, and Cycle Count
The film is what the buyer sees. It's also what determines surface release quality, pour count, and how the panel ages in the field. Film weight and bonding method are the two variables that separate commodity film faced plywood from product engineered for reuse performance.
Film weight: 120 g/m² vs. 220 g/m²
Phenolic film is sold by weight per square meter. The weight reflects the density of phenolic resin impregnation in the paper carrier — heavier film carries more resin, which means a harder, more abrasion-resistant surface and better resistance to the alkaline chemistry of concrete.
| Film Weight | Typical Reuse Count | Application |
|---|---|---|
| 120 g/m² | 8–15 pours | Light formwork, single-use or low-cycle applications |
| 160 g/m² | 15–25 pours | Standard commercial formwork |
| 220 g/m² | 25–40+ pours | High-cycle formwork, engineered systems |
These ranges assume proper site handling — panels stored flat, edges sealed, release agent applied. Panels that are dragged across concrete, stored on edge, or used without release agent will underperform regardless of film weight.
The 120 g/m² film is the commodity specification. It's what most low-price film faced plywood carries. If you're sourcing panels for a project where reuse count matters — and for most formwork buyers, it does, because reuse count is directly your cost-per-pour — the film weight is the first spec to confirm.
(We've had buyers come to us after a project where panels failed at 6–8 pours. In most cases, the panels were specified as "film faced plywood" without a film weight requirement, and the supplier shipped 120 g/m² product. The panels met the spec as written. The buyer's cost-per-pour calculation was based on 20 pours.)
Film bonding method
The film bonds to the face veneer during a separate lamination press cycle — lower temperature than the main hot press, but still a controlled heat-and-pressure process. The bonding quality determines whether the film stays adhered through the thermal and mechanical stress of repeated pour cycles.
We test film adhesion on outgoing inspection using cross-cut and peel testing — not just visual inspection. A film that looks well-bonded on the surface can have adhesion failures at the micro level that only show up under a peel test. Those failures become visible delamination after 3–5 pours, when the thermal cycling has propagated the adhesion defect to the surface.
Film color and surface texture
Brown film (standard phenolic) and black film (higher phenolic density, typically) are the two common options. Black film generally indicates higher resin content and harder surface, but film color alone is not a reliable indicator of quality — the weight specification is the number to ask for.
Surface texture (smooth vs. mesh/anti-slip) affects concrete release and surface finish on the cast concrete. Smooth film produces a smoother concrete face; mesh texture improves grip for workers on horizontal formwork. The choice depends on your application, not on which one is "better."
For our full range of phenolic film specifications and available film weights, see our phenolic film faced plywood product page.

QC Checkpoints That Determine Whether a Panel Performs in the Field
The manufacturing steps above produce the panel. The QC process determines whether the panel that ships matches the panel that was specified. For film faced plywood, the inspection points that matter most for formwork performance are:
Incoming veneer inspection
Moisture content measurement on incoming veneers, species verification, and surface defect grading. Veneers outside the moisture range for the target specification are rejected before they reach the layup station. This is the checkpoint that prevents the thickness variation and warping problems described in the moisture control section above.
In-process inspection at layup
Glue spread weight verification at the start of each production run. Layup sequence check — correct veneer count, correct face veneer orientation, correct core construction. This is where specification errors get caught before they're pressed into a panel that can't be reworked.
Post-press inspection
Delamination check, blister check, and thickness measurement at multiple points across the panel. Any panel showing a bonding defect at this stage is pulled before it reaches the film lamination line. A panel with a weak glue line will fail in the field regardless of how good the film is.
Outgoing inspection
For film faced plywood, outgoing inspection includes:
- Thickness measurement at multiple points (tolerance ±0.2mm)
- Surface grade assessment
- Film adhesion: cross-cut and peel test
- Formaldehyde emission testing for CARB P2 and E1/E0 specifications
- Moisture content verification
- Edge sealing check on export-grade panels
The cross-cut and peel test on film adhesion is the step that separates our outgoing inspection from a visual-only check. A film that passes visual inspection but fails a peel test will delaminate in the field. We catch those panels before they ship.
Third-party pre-shipment inspection is available through SGS, Bureau Veritas, or your preferred agency. We coordinate access — buyers who require independent inspection can arrange it without friction.
Reading a Spec Sheet: What Certifications Actually Verify About the Manufacturing Process
A spec sheet for film faced plywood typically lists thickness, film color, core species, and certifications. Here's what those certifications actually tell you about the manufacturing process — and what they don't.
ISO 9001:2015
ISO 9001 certifies that the factory has a documented quality management system and follows it. It verifies process consistency and traceability — the kind of system that makes press parameter logging and batch traceability possible. It does not certify the specific product performance of any individual panel.
CARB P2
CARB Phase 2 certifies that the panel's formaldehyde emissions meet California Air Resources Board limits — the most stringent standard in our export markets. For film faced plywood used in enclosed structures (tunnel formwork, basement construction), this matters. CARB P2 compliance achieved through process engineering (controlled glue spread and press temperature) is more reliable than compliance achieved through end-of-line testing alone, because it means the emission performance is consistent across the batch, not just verified on a sample.
CE
CE marking for plywood covers structural performance requirements under European construction product regulations. For formwork applications in European markets, CE-marked panels come with a Declaration of Performance that specifies the structural class and applicable standard.
FSC
FSC chain-of-custody certification traces the wood fiber back to certified forests. Relevant if your buyers have sustainability sourcing requirements or if you're supplying into markets with deforestation-linked supply chain regulations.
What certifications don't tell you
Certifications verify that a factory's process meets a defined standard at the time of audit. They don't tell you the film weight, the core species, or the glue spread weight on your specific order. Those are specification questions — and they're the questions to ask before you place the order, not after the panels arrive.
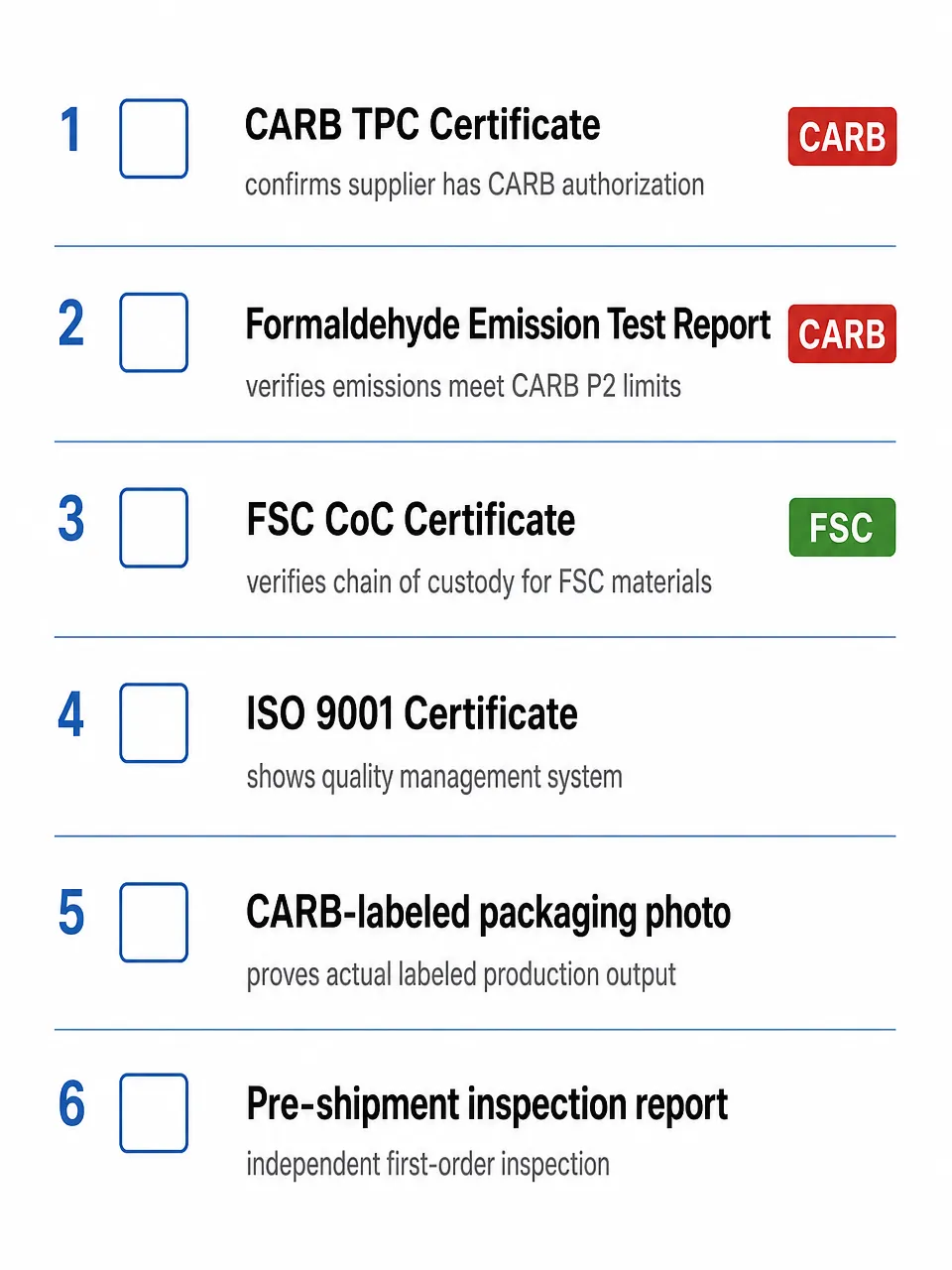
The spec sheet questions worth asking any supplier:
- What is the film weight (g/m²)?
- What is the core species (birch, poplar, or mixed)?
- What glue system is used (WBP phenolic or MR urea)?
- What is the moisture content range at time of shipment?
- How is film adhesion tested on outgoing inspection?
A supplier who can answer all five with specific numbers is running a process. A supplier who answers with "high quality" or "standard specification" is not.
For a broader overview of our film faced plywood range and available specifications, visit our Film Faced Plywood Manufacturer page. If you're evaluating birch-core options specifically, the birch film faced plywood page covers that construction in detail.

How Process Decisions at the Factory Translate to Your Cost-Per-Pour
Reuse count is a commercial variable, not just a technical one. A panel that costs 15% more but delivers twice the reuse count has a lower cost-per-pour — and that's the number that matters when you're calculating formwork economics for a project.
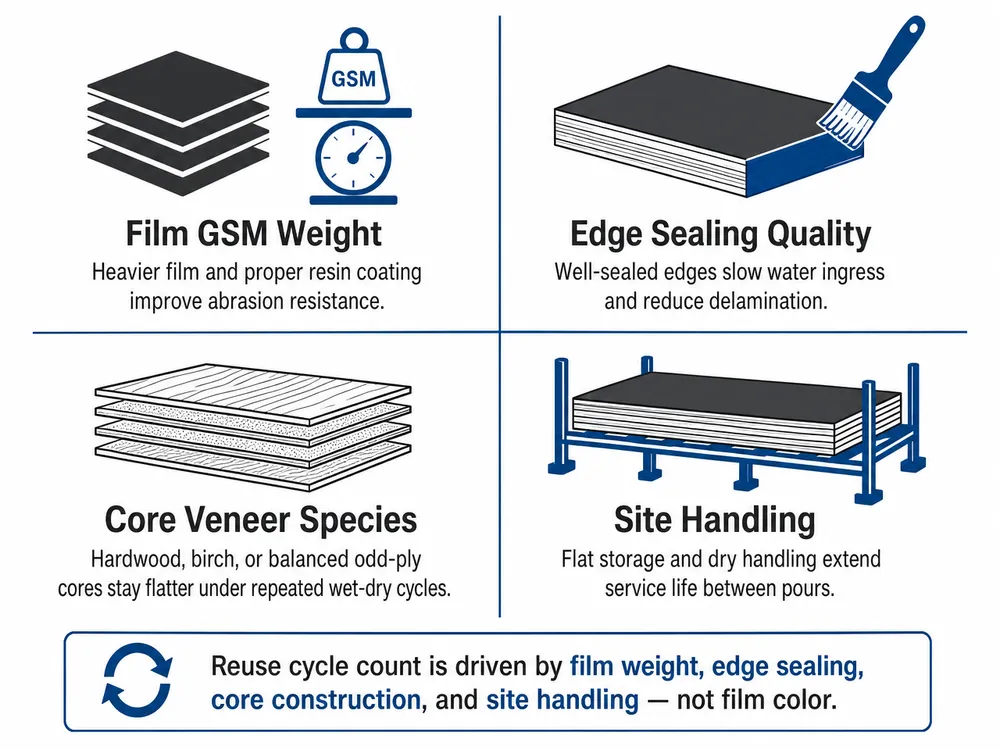
The process decisions that determine reuse count are made before the panel ships:
- Film weight sets the surface durability ceiling. You can't get 25-pour performance from a 120 g/m² film, regardless of how well the panel is handled on site.
- Core species determines structural performance under load. Birch core holds up better in high-load, long-span formwork; poplar core is adequate for lighter applications.
- Glue system determines whether the panel survives wet/dry cycling. WBP phenolic is the correct specification for formwork; MR resin is not.
- Pre-press moisture control determines dimensional stability. Panels with moisture-related thickness variation cause problems in precision formwork systems.
- Film adhesion quality determines how early the surface degrades. A film with micro-level adhesion defects will delaminate before the film weight would otherwise predict.
None of these variables are visible on a finished panel. They're process variables — and the only way to verify them is to understand the supplier's manufacturing process and ask the right questions before you order.
We run 6 production lines at our 18,000 m² Xuzhou facility, with annual capacity of 450,000 cubic meters. Our film faced plywood line is a dedicated production sequence with pre-press moisture verification, logged press parameters, and cross-cut/peel film adhesion testing on outgoing inspection. ISO 9001:2015, CE, FSC, and CARB P2 certified.
If you're sourcing film faced plywood for a formwork project and want to specify the right film weight and core construction for your reuse target, send us your project specs — pour environment, panel dimensions, target reuse count, and destination market. We'll come back with a sourcing recommendation and a detailed quote.
FAQ: Film Faced Plywood Manufacturing and Sourcing
What film weight should I specify for concrete formwork?
For standard commercial formwork with a target of 15–25 pours, specify 160 g/m² film. For high-cycle formwork systems targeting 25+ pours, specify 220 g/m². The 120 g/m² film is adequate for low-cycle or single-use applications but will underperform in any application where reuse count matters commercially. Always confirm the film weight in writing before placing an order — "standard film" is not a specification.
What is the difference between WBP and MR glue in film faced plywood?
WBP (Weather and Boil Proof) phenolic resin maintains bond integrity under prolonged moisture exposure and temperature cycling — the correct specification for concrete formwork. MR (moisture-resistant) urea-formaldehyde resin is cheaper and adequate for interior applications, but it degrades under the wet/dry cycling of formwork use. Panels bonded with MR resin will delaminate in formwork applications, typically starting at the edges. If a supplier doesn't specify the glue system, ask directly.
How does veneer moisture content affect film faced plywood performance?
Veneer moisture content at layup affects both dimensional stability and bond quality. Veneers that are too wet at pressing produce panels with internal stress gradients that cause warping and thickness variation after pressing. Veneers that are too dry produce weak glue lines. The target range for export-grade film faced plywood is 8–12%. Pre-press moisture verification — checking veneer moisture before layup, not just after drying — is the process step that controls this variable. Ask your supplier whether they run pre-press moisture checks or rely on the hot press to manage residual moisture.
Can I verify film adhesion quality before a panel ships?
Yes. Request cross-cut and peel test results on outgoing inspection. A visual inspection of film adhesion is not sufficient — micro-level adhesion defects that pass visual inspection will propagate to visible delamination after 3–5 pour cycles. Cross-cut and peel testing is the standard method for verifying film adhesion quality. If your supplier only does visual inspection on film adhesion, that's a risk to flag.
What certifications should I require for film faced plywood used in enclosed structures?
For enclosed structures where formaldehyde emission is a concern — tunnel formwork, basement construction, indoor concrete work — specify CARB P2 or E1 emission compliance and request the test report. CARB P2 is the more stringent standard. For European markets, CE marking with a Declaration of Performance is the relevant document. ISO 9001:2015 certification verifies process consistency but does not certify emission performance on its own.
Does birch core film faced plywood always outperform poplar core?
Not always. Birch core is stiffer, denser, and holds screws better at panel edges — advantages that matter in high-load, long-span formwork with wide support spacing. For lighter formwork applications with close support intervals and minimal edge loading, poplar core performs adequately at lower cost. The right choice depends on your pour geometry and support spacing. If you're unsure, share your formwork design parameters and we can recommend the appropriate core construction.