Phenolic Film Faced Plywood Manufacturer
Phenolic resin film faced plywood built for high-cycle concrete formwork — smooth release, hard surface, WBP bonding throughout. 6 production lines, 450,000 m³ annual capacity.

What Separates Phenolic Film Faced Plywood from Standard Film Faced Panels
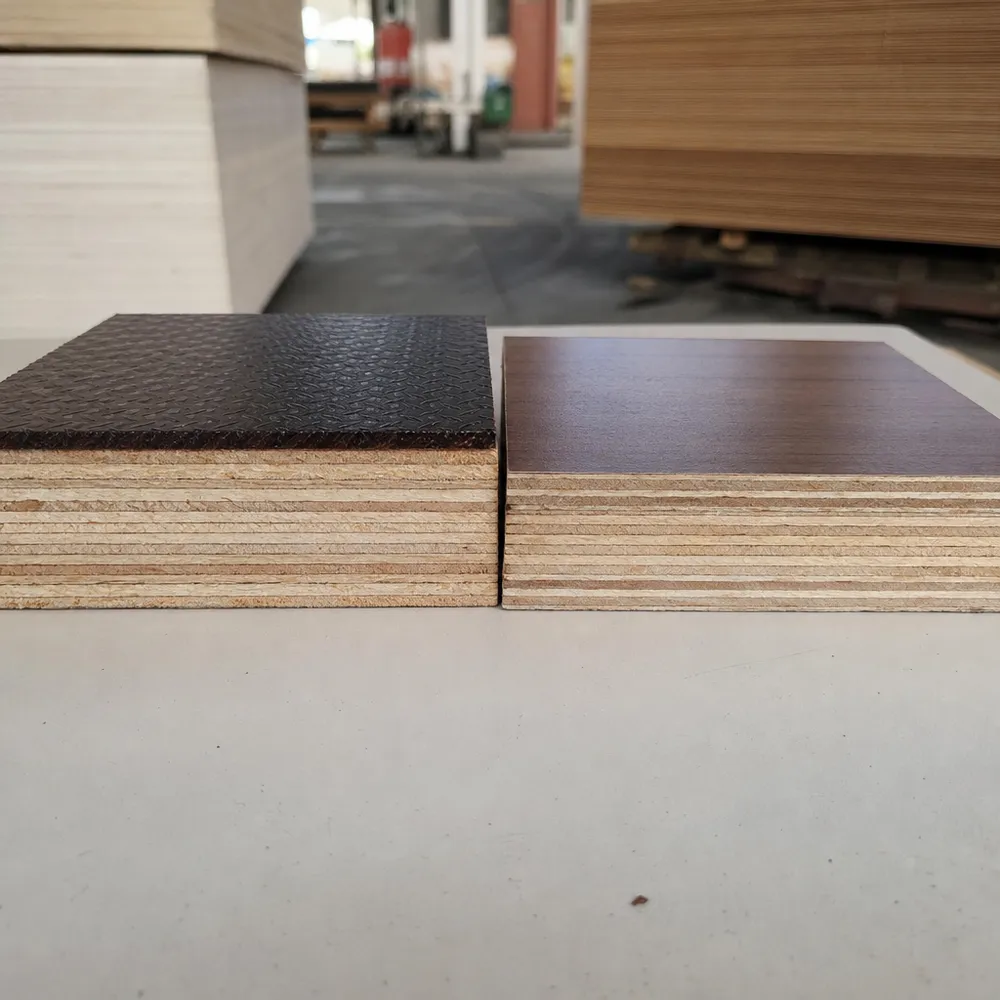
Most film faced plywood on the market uses a melamine-impregnated overlay — adequate for light-duty applications, but it softens under repeated concrete pours and loses its release properties after 5–8 cycles. Phenolic resin film faced plywood uses a phenolic-impregnated paper overlay, typically 120–220 g/m², hot-pressed directly onto the panel surface under high temperature and pressure. The result is a harder, denser surface layer that bonds chemically to the face veneer rather than sitting on top of it.
The practical difference shows up in reuse count. A well-made phenolic formwork plywood panel holds its surface integrity through 15–25 pours under normal site conditions — sometimes more, depending on how the panels are handled and stored. That reuse range is what makes the per-pour cost calculation work in your buyer's favor. If your downstream customers are concrete contractors running multi-story residential or commercial projects, the math on phenolic versus standard film faced is straightforward: higher unit cost, lower total cost per project.
The other distinction is moisture resistance. Phenolic resin is inherently hydrophobic — the film doesn't just resist surface water, it resists moisture penetration at the overlay-to-veneer interface, which is where delamination typically starts on cheaper panels. We run WBP (Weather and Boil Proof) phenolic glue throughout the core as well, so the bonding system is consistent from surface to center.
A common cost-cutting move to watch for: panels from some factories where the face film is phenolic but the core glue is MR-grade. That combination fails at the edges when water gets in during transit or on-site storage. It's a cost-cutting move that costs your buyer more in the end.
Melamine Overlay
- 5–8 reuse cycles typical
- Softens under repeated pours
- Surface sits on top of veneer
- Higher per-pour cost over project life
Phenolic Overlay
- 15–25 reuse cycles typical
- Hard, dense surface — holds under load
- Chemically bonded to face veneer
- WBP glue throughout — not just the face
Higher unit cost, lower total cost per project. For concrete contractors running multi-story residential or commercial builds, phenolic versus standard film faced is a straightforward calculation — the reuse count does the math.
Technical Specifications
Standard Product Parameters
Specifications shown are industry-standard values for this product type. Actual specifications may vary by order. Contact us for detailed product data sheets and confirmation of exact parameters.
Available Thickness Range
Custom sizes available on confirmed orders. Thickness tolerance ±0.2mm.
Both faces smooth-pressed. Ideal where concrete surface finish quality matters — walls, columns, architectural concrete.
Mesh Face (S/M)
One smooth face, one mesh-embossed. Anti-slip texture on the back improves grip on scaffolding and working platforms.
Black phenolic overlay — 18mm, smooth face, WBP core
Cut edges expose the core veneer to moisture. Seal all cut edges with edge paint or wax before use. This is the single most common cause of premature delamination in the field.
Applications in Concrete Formwork
Phenolic film faced plywood is the default choice across most concrete forming applications. Here's where it performs best and why.
Slab Formwork
Horizontal deck forming for floor slabs. The 18mm thickness is the standard specification — stiff enough to span between joists without excessive deflection under wet concrete load.
Wall Formwork
Vertical panel systems for shear walls, core walls, and retaining walls. Smooth face delivers consistent concrete surface quality across multiple pours without patching.
Column & Pier Formwork
Curved or straight column boxing. Thinner sheets (12mm) can be bent to radius for circular columns. Phenolic surface releases cleanly without sticking or surface tearing.
Beam & Soffit Boxing
Bottom and side shuttering for beams. Requires consistent thickness tolerance to maintain level soffits — the ±0.2mm calibration spec matters here more than in slab work.
Architectural Concrete
Exposed concrete finishes where surface texture is part of the design intent. Smooth phenolic face produces a consistent, low-porosity surface that requires minimal remediation after stripping.
Infrastructure & Civil Works
Bridge decks, culverts, tunnel linings, and marine structures. WBP glue system handles prolonged moisture exposure that would delaminate standard film faced panels within a few pours.
Quick Thickness Selection Guide
Thickness selection depends on pour pressure, joist/bearer spacing, and project specification. Consult your structural engineer for load-critical applications.
The Film Lamination Process: Where Reuse Count Is Actually Determined
The reuse performance of phenolic film faced plywood is set during production, not by the film weight alone. We run our film overlay lamination on a dedicated hot press line — separate from the core plywood pressing line — where temperature, pressure, and dwell time are controlled to achieve full phenolic cure across the entire panel surface.

Our film overlay lamination runs on a dedicated hot press line, separate from core plywood pressing, with logged parameters per batch for full traceability.
The Critical Variable: Press Temperature
Phenolic resin requires a higher cure temperature than melamine — typically 140–160°C at the film surface — and the press must maintain that temperature uniformly across a 1220×2440mm panel.
Uneven temperature distribution produces soft spots in the film where the resin hasn't fully cross-linked. Those spots look fine on visual inspection but fail early under concrete pressure and alkaline exposure.
Batch-Level Parameter Logging
We log press parameters per batch. If a film adhesion issue surfaces downstream, we can trace it to the specific production run and identify whether it was a press temperature deviation or a film batch issue.
Post-Lamination QC Tests
Film adhesion is tested post-lamination by cross-cut and peel test on a sample from each production batch. The pass criterion is no film separation at the cut edges under a standardized peel force. Panels that fail this test are pulled before packing — they don't ship.
For export batches, we also run a boiling water test on sample panels: 2 hours in boiling water, then check for delamination and film separation.
Why We Added the Boiling Water Test
That test is more aggressive than most buyers require, but it's the fastest way to catch a glue or film batch problem before it becomes a container of returns.
We added the boiling water test to our standard outgoing QC after a batch issue in 2017 — a film supplier changed their resin formulation without notifying us, and the adhesion performance dropped. We caught it on the next batch, but it was a reminder that incoming material verification alone isn't enough. The outgoing test is the final catch.
Lamination QC Sequence
Dedicated Press Line
Film overlay lamination runs on a separate hot press line from core plywood pressing, with independent temperature control.
140–160°C Cure
Press temperature maintained uniformly across the full 1220×2440mm panel surface to achieve complete phenolic resin cross-linking.
Cross-Cut & Peel Test
Post-lamination adhesion test on each production batch. Panels failing the standardized peel force criterion are pulled before packing.
Boiling Water Test
Export batches: 2-hour boiling water exposure on sample panels. Checks for delamination and film separation before shipment.
Market Segments Where Phenolic Formwork Plywood Generates Repeatable Volume
Concrete contractors, precast manufacturers, civil engineering procurement teams, and export distributors each have distinct buying patterns. Here's how phenolic film faced plywood fits each segment.

Concrete Formwork Supply Chains
Concrete contractors — residential, commercial, and infrastructure — consume formwork plywood in volume and replace it on a project cycle. A mid-size contractor running 3–5 active sites simultaneously might order 500–2,000 sheets per month.
If you're supplying building materials distributors or construction material wholesalers, phenolic formwork plywood is a high-velocity SKU with predictable reorder patterns tied to regional construction activity.
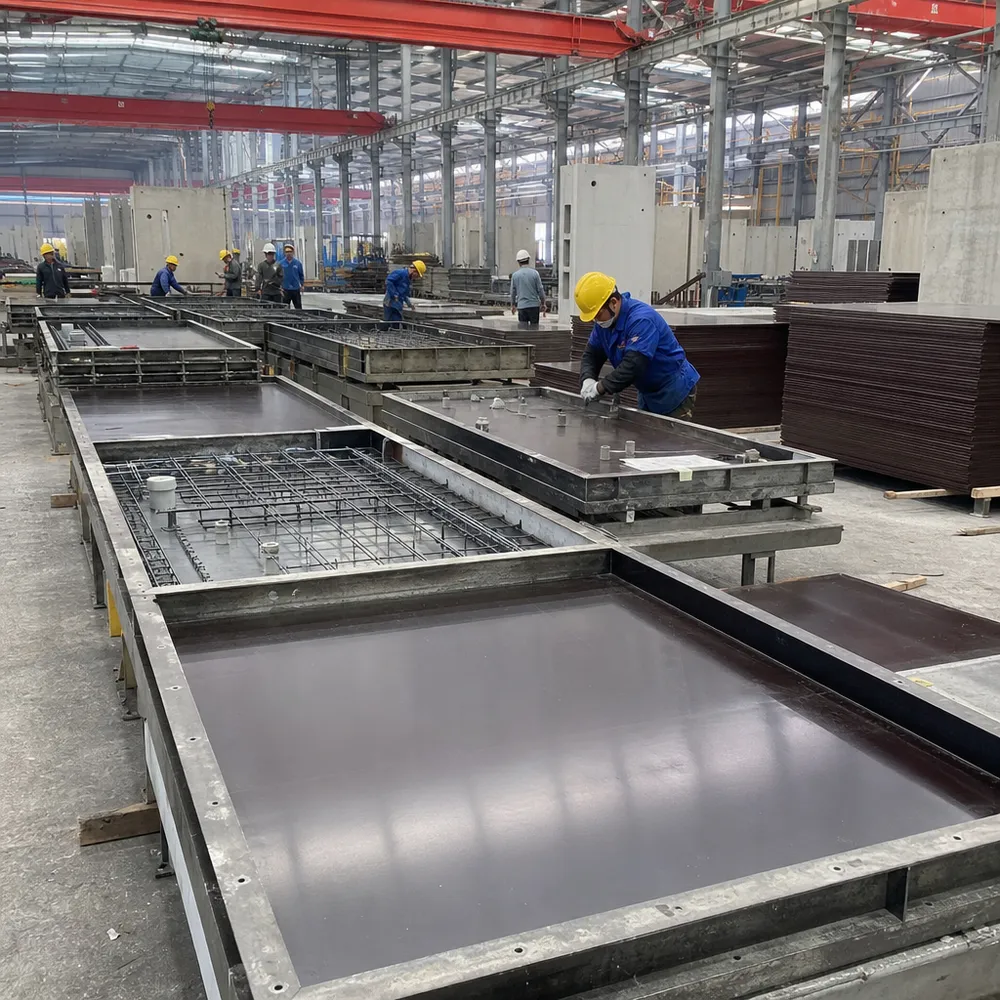
Precast Concrete Manufacturers
Precast plants run the same formwork panels through hundreds of cycles in a controlled factory environment — they're more demanding on surface quality and dimensional consistency than site-based contractors, but they also buy in larger volumes and reorder on a fixed schedule.
The smooth-face (S/S) specification is standard for precast applications where concrete surface finish quality matters. We supply several precast-focused distributors in the Middle East and Southeast Asia.

Infrastructure and Civil Engineering Projects
Bridge decks, tunnel linings, retaining walls — these projects specify phenolic resin film faced plywood for its dimensional stability under repeated wet-dry cycling. These are project-based orders rather than stock replenishment, but the volumes are large and the specification requirements are well-defined, which makes them straightforward to quote and supply.
If you're serving civil engineering contractors or project procurement teams, having phenolic formwork plywood in your catalog positions you for these tenders.
Export-Focused Building Materials Distributors
Export-focused building materials distributors in North America and Europe use phenolic film faced plywood as a margin-protection SKU. The phenolic specification is harder to commoditize than standard film faced plywood — buyers who understand the reuse count difference are less likely to switch suppliers on price alone.
That stickiness is worth something in your product mix.

Predictable reorder cycle
S/S spec, fixed schedule
Tender-based procurement
Margin-protection SKU
Customization Parameters and What They Mean for Your Order
Every parameter below affects panel performance, unit cost, or downstream market fit. Understanding the tradeoffs before you specify saves rework on both sides.
Film Weight
Standard production runs 120 g/m² face film. Heavier film weights (150–220 g/m²) are available on confirmed orders — the heavier overlay adds surface hardness and extends reuse count, but it also adds to panel weight and unit cost.
Buyer Guidance
Most buyers targeting standard concrete formwork applications find 120 g/m² sufficient. Buyers supplying precast or high-cycle industrial applications often specify 150 g/m² or heavier.
Film Color
Standard is black or brown. Custom colors — red, green, yellow — are available on orders of 500+ sheets per color. Color is sometimes used as a brand differentiator by distributors who want their formwork panels visually distinct on the job site.
Market Note
This has become more common in the Middle East market — contractors there have started associating specific colors with quality tiers, so the color choice has commercial signaling value beyond aesthetics.
Core Species
Standard production uses poplar core or eucalyptus core depending on the target density and strength requirement. Combi-core (hardwood face veneers over poplar core) is available for buyers who need a higher-grade face veneer appearance on the back face.
Birch Core Application
Birch core is available for buyers requiring maximum panel stiffness — relevant for long-span formwork applications where deflection under concrete load is a concern.
Panel Dimensions
Standard 1220×2440mm. Non-standard dimensions — 1250×2500mm for European markets, 915×1830mm for specific regional requirements — are available on confirmed orders with a minimum quantity.
MOQ Note
Custom sizing is a scheduling and yield question for us, not a tooling cost, so the MOQ for non-standard dimensions is lower than buyers often expect.
Thickness Range
6mm through 25mm in standard increments
The most common formwork thicknesses are 12mm, 15mm, and 18mm. Thinner panels (6–9mm) are used in curved formwork applications; 21mm and 25mm are specified for heavy-load applications where panel stiffness is the primary requirement.
Your Brand, Your Specification
For OEM orders, we handle the full documentation package including custom marking, certification documents in your company name, and packaging to your specification.
Compliance Coverage for Your Import Markets
The certification stack covers your four major export markets without requiring you to qualify separate suppliers for each region.
ISO 9001:2015
Quality SystemAll Markets
Covers the quality management system across the full production process — veneer grading, glue application, pressing, film lamination, and outgoing inspection.
CE Marking
EU MarketEuropean Union
Covers the European construction products regulation requirements for formwork plywood. If you're supplying into EU markets, CE documentation is included as standard with your shipment — no separate qualification process required on your end.
FSC Chain of Custody
SustainabilityGlobal — Sustainability-Audited Buyers
Wood fiber in these panels can be traced to certified forests. Relevant if your buyers have sustainability sourcing policies or if you're supplying into markets where deforestation-linked supply chains create reputational or regulatory exposure.
CARB P2
US MarketNorth America — Formaldehyde Emissions
California Air Resources Board standard — the most stringent formaldehyde limit in the US market. We formulate to CARB P2 as a baseline option, not a premium add-on. For US-bound shipments, the CARB documentation package is prepared as standard.
E1 / E0 Formaldehyde Emission
E1 formaldehyde emission is the standard specification for European and most other export markets. E0 is available on request for buyers with stricter downstream requirements.
Four Major Export Markets, One Supplier
The certification stack covers your four major export markets without requiring you to qualify separate suppliers for each region.
Container Loading and Export Logistics
Standard 1220×2440mm panels load efficiently into 40HQ containers. Below are typical loading quantities by thickness, along with our standard packaging, documentation, and transit time commitments.
Sheets per 40HQ Container
| Thickness | Sheets per 40HQ (approx.) |
|---|---|
| 12mm | 800–900 sheets |
| 15mm | 650–750 sheets |
| 18mm | 550–620 sheets |
| 21mm | 470–530 sheets |
| 25mm | 390–440 sheets |
Loading quantities are approximate and depend on panel weight and stacking configuration. We provide a loading plan with each shipment.

- Middle East ports 18–25 days
- European ports 25–30 days
- US East & West Coast 28–35 days
- Southeast Asian ports 12–18 days
Ocean Transit Packaging
Panels are bundled in packs of 50–100 sheets depending on thickness, strapped with steel banding, edge-protected with corner boards, and wrapped in moisture-resistant film.
- Steel banding with corner board edge protection
- Moisture-resistant film wrap for ocean transit
- Each bundle marked: spec, thickness, quantity, batch number, destination port
- OEM marking available on confirmed orders (your brand name, your item codes)
Standard Export Documentation
We've been running these export lanes since 2008. Documentation is prepared to the standard that clears customs in your market without holds.
- Commercial invoice
- Packing list
- Bill of lading
- Certificate of origin
- Phytosanitary certificate (where required)
- Certification documents: CE, FSC, CARB P2 for your destination market
Loading plan included with every shipment
We provide a detailed loading plan with each order so your receiving team knows exactly what to expect. For buyers who require specific bundle marking — your brand name, your item codes — we accommodate that on confirmed OEM orders.
Frequently Asked Questions
Specification and sourcing questions we hear most from importers and distributors. Direct answers, no filler.
What film weight should I specify for standard concrete formwork applications?
For standard site-based concrete formwork — residential and commercial construction, typical pour cycles of 10–20 uses — 120 g/m² phenolic film is the right specification. It delivers the reuse count and surface release performance that contractors expect without the added weight and cost of heavier overlays.
If your buyers are running precast concrete operations or high-cycle industrial formwork where panels see 30+ pours, specify 150 g/m² or 180 g/m² — the heavier film adds meaningful surface life in those conditions.
Stocking guidance: We can supply both weights and help you decide which to stock based on your customer mix. Most distributors serving mixed residential/commercial markets lead with 120 g/m² and carry 150 g/m² for precast accounts.
10–20 pour cycles
20–30+ pour cycles
30+ pour cycles
What is the difference between phenolic film faced plywood and melamine film faced plywood for formwork use?
The core difference is surface hardness and chemical resistance. Phenolic resin cures to a harder, denser surface than melamine and is more resistant to the alkaline environment of fresh concrete. In practice, this means phenolic panels hold their release properties longer.
The trade-off is unit cost: phenolic film faced plywood carries a higher price per sheet.
Buyers supply contractors who track per-pour cost rather than per-sheet cost. The math favors phenolic at 15–25 reuses versus 5–10 for melamine.
Price-sensitive markets where contractors replace panels frequently regardless of condition. Lower entry cost suits buyers who prioritize per-sheet price over lifecycle value.
Ask for a boiling water delamination test report. The standard test (EN 314-2 Class 3 or equivalent) subjects bonded specimens to boiling water for a defined period and then checks for delamination. A supplier who can't provide this test result for their phenolic formwork plywood is either not testing or not passing.
We run this test on every production batch as part of outgoing QC and can provide batch-specific test reports on request. Third-party inspection through SGS or Bureau Veritas is available if you want independent verification before shipment.
Standard specification (120 g/m² black or brown film, 1220×2440mm, common thicknesses) can be ordered from one 20GP container — approximately 300–500 sheets depending on thickness. Custom specifications — non-standard dimensions, custom film colors, specific core species — typically require a 40HQ minimum to make the production run economical.
For new buyers, we recommend starting with a sample order of 5–10 sheets to verify the specification against your requirements before committing to a full container.
Yes — and this is a point worth communicating to your downstream customers. The phenolic film protects the panel faces, but the cut edges expose the core veneer layers to moisture.
On-site, panels are cut to size and the fresh edges should be sealed with a waterproof edge sealant before use. Unsealed edges are the most common cause of premature delamination on otherwise well-made phenolic formwork panels.
We can provide guidance documentation on edge sealing practices for your customers if that's useful for your sales process.
CE marking under EN 13986 (wood-based panels for use in construction) is the primary requirement for EU construction applications. Our phenolic film faced plywood carries CE marking, and we include the Declaration of Performance with EU-bound shipments.
Formaldehyde emission must meet E1 (≤0.124 mg/m³ as measured by EN 717-1) for EU market compliance. Our standard production meets E1, and E0 is available on request for stricter specifications.
Other Film Faced Plywood Products in This Range
If phenolic film faced plywood isn't the right fit for your application or market, the rest of our film faced plywood range covers adjacent specifications.
18mm Film Faced Plywood
If your buyers specify by thickness rather than film type, this is the most common formwork thickness in the range.
Brown Film Faced Plywood
Standard melamine-overlay panels for price-sensitive markets where reuse count is less critical.
Birch Film Faced Plywood
Birch core construction for buyers who need maximum panel stiffness and a premium specification.
Waterproof Film Faced Plywood
WBP-bonded panels for high-moisture environments where the emphasis is on core bonding rather than surface film specification.
Marine Film Faced Plywood
Marine-grade core construction for applications requiring the highest bonding and moisture resistance standard.
View Full Range
Browse all film faced plywood products, specifications, and configurations available from QDPlywood.com.
Get a Quote for Phenolic Film Faced Plywood
Send us your target specification — thickness, film weight, surface finish, panel dimensions, destination market, and estimated volume — and we'll come back with a detailed FOB quote and the relevant certification documentation for your import requirements.
If you're not sure which specification fits your market, tell us who your downstream customers are and what they're currently using; we'll recommend the configuration based on what's working for our existing buyers in that region.
Sample Orders Available
Most new buyers start with a sample order to verify the specification before committing to a full container. We can ship samples within 5–7 working days of specification confirmation.
Phone / WhatsApp
+8615852005272Address
No. 88 Sanbao Industrial Park, Tongshan District,
Xuzhou, Jiangsu Province, 221116, China
Send Your Specification
We respond to all enquiries within one business day.