Paper Overlaid Plywood
Manufacturer
Factory-direct paper overlaid plywood and MDO panels — manufactured in Xuzhou, China since 2008.
Three product variants covering MDO panels, overlaid sheets, and custom-dimension overlaid plywood. Every panel runs through our dedicated overlay lamination line with controlled press temperature and resin saturation for consistent surface quality across your full order.

What Paper Overlaid Plywood Is — and Why the Overlay Process Defines the Product
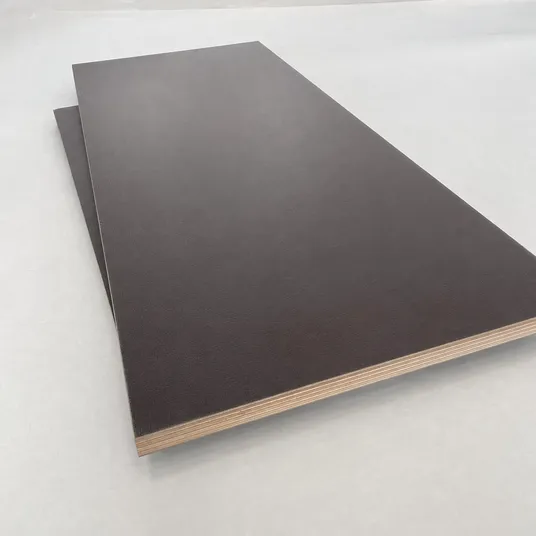
Paper overlaid plywood is a structural plywood panel with a resin-saturated paper sheet bonded to one or both faces under heat and pressure. The paper layer — typically a kraft-based sheet impregnated with phenolic or melamine resin — fuses into the face veneer during pressing, creating a surface that is harder, smoother, and more dimensionally stable than bare plywood. The result is a panel that accepts paint uniformly, resists moisture penetration at the face, and holds fasteners without surface splitting.
The reason we lead with the overlay process rather than the panel itself: the quality of a paper overlaid plywood sheet is almost entirely determined by what happens at the lamination stage. Resin saturation level, press temperature uniformity, and dwell time control whether the paper bonds fully or develops micro-delamination zones that only show up after the panel has been in service for a few months.
We run our overlay lamination on a dedicated press line — not shared with film-faced production — because the temperature and pressure profiles for paper overlay are different from phenolic film, and mixing the two on the same line means compromising one of them. We made that mistake early on with a shared line configuration. The surface adhesion results were inconsistent enough that we separated the lines in 2014 and haven't looked back.
For your sourcing decision, the practical implication is this: a paper overlaid plywood panel that looks identical to another at the time of shipment can behave very differently after six months of humidity cycling in a job site or warehouse. The difference is in the lamination process, not the surface appearance. We can walk you through our press parameters and resin specifications if you're evaluating suppliers on process rather than just price.

Three Lamination Variables That Determine Panel Quality
Product Line: Three Variants,
One Overlay Standard
Each product configuration is built on the same lamination process and quality standard. The differences are in overlay weight, resin specification, and dimensional scope — matched to your application requirements.

MDO Plywood
Medium density overlay plywood — the standard specification for applications requiring a smooth, paintable surface with structural plywood backing. The MDO designation refers to the overlay weight and resin content: a heavier, more resin-saturated paper than standard overlaid panels, producing a surface that holds paint without grain telegraphing through.

Paper Overlaid Plywood Panel
Standard paper overlaid panels for interior and semi-exterior applications — furniture components, wall paneling, cabinet backs, and decorative overlaid surfaces. The overlay on these panels is lighter than MDO specification, optimized for interior environments where the primary requirement is a smooth, consistent surface for painting or printing rather than exterior weather resistance.
Paper Overlaid Plywood Sheet
Custom-specification overlaid sheets for buyers who need non-standard dimensions, specific overlay paper types, or custom core constructions. This is the OEM/ODM entry point for the category — if your downstream customers require a specific panel size, overlay weight, or face paper color that isn't covered by our standard range, this is where we work from your specification rather than ours.
Dimensions, Overlay Weights,
and Core Construction
Standard specification ranges across the product line. Custom dimensions and overlay weights are available on request — these tables reflect our standard production range.
| Parameter | Standard Range | Common Sizes | Tolerance |
|---|---|---|---|
| Length | 1220 – 3050 mm | 2440 mm (8 ft) | ± 2 mm |
| Width | 915 – 1525 mm | 1220 mm (4 ft) | ± 2 mm |
| Thickness | 6 – 30 mm | 12 mm, 15 mm, 18 mm | ± 0.5 mm |
| Squareness | — | — | ≤ 3 mm / 2 m |
| Property | MDO | Standard Panel | Custom Sheet |
|---|---|---|---|
| Overlay Weight | 90 – 220 g/m² | 40 – 90 g/m² | Per specification |
| Resin System | Phenolic | Phenolic / Melamine | Per specification |
| Face Options | Single / Double | Single / Double | Single / Double / Custom |
| Surface Finish | Smooth, paintable | Smooth | Smooth / Textured |
| Bond Standard | Exterior (WBP) | Interior / Exterior | Per specification |
| Core Type | Species | Veneer Layers | Glue Line |
|---|---|---|---|
| Hardwood Core | Eucalyptus, Poplar | 5, 7, 9, 11-ply | WBP Phenolic |
| Combi Core | Hardwood face + Poplar core | 5, 7-ply | WBP Phenolic |
| Poplar Core | Poplar throughout | 5, 7, 9-ply | MR / WBP |
All specifications above reflect standard production ranges. Custom overlay weights, non-standard panel dimensions, and alternative core constructions are available — contact us with your target specification and we'll confirm feasibility and lead time.
Where Paper Overlaid Plywood
Gets Specified
The overlay surface solves a specific problem in each of these applications — grain telegraphing, paint adhesion, surface consistency, or weather resistance. Here's how the product performs across the main use cases.
Exterior Signage
MDO is the standard substrate for routed and painted exterior signs. The phenolic-saturated overlay provides a surface that accepts paint without grain telegraphing, holds edges cleanly through routing, and resists moisture cycling that would cause a bare plywood face to check and lift paint over time.
Concrete Formwork
The overlay surface releases cleanly from concrete and resists the alkaline environment of fresh concrete better than bare veneer. MDO formwork panels can be reused multiple times — the overlay maintains surface integrity across pour cycles where an unprotected face would degrade after the first use.
Furniture & Cabinetry
Interior overlaid panels provide a consistent, grain-free surface for painted furniture components and cabinet carcasses. The overlay eliminates the need for multiple fill coats before painting — the surface is ready for primer directly, reducing finishing labor and producing a more consistent result across a production run.
Wall Paneling
Overlaid panels used as wall substrate or decorative paneling benefit from the consistent surface for paint or print applications. In commercial interiors, the overlay provides a surface that can be repainted multiple times without the grain pattern becoming visible through successive paint layers.
Transportation & Vehicle Bodies
Truck bodies, trailer floors, and vehicle interior panels use overlaid plywood for its combination of structural performance and surface quality. The overlay protects the face veneer from abrasion and moisture in service environments where bare plywood would degrade quickly.
OEM / Custom Specification
Manufacturers who need a specific overlay weight, paper color, or panel dimension outside the standard range work from a custom sheet specification. This covers applications in display manufacturing, modular construction components, and industrial panel products where the downstream product requires a defined substrate.
Technical Specifications: Category-Wide Parameter Ranges
The table below covers the specification ranges across our paper overlaid plywood product line. Individual product pages carry the exact values for each variant.
| Parameter | Range / Options |
|---|---|
| Panel Thickness | 6mm – 25mm (custom thicknesses available on confirmed orders) |
| Standard Panel Size | 1220 × 2440mm (4' × 8') ; custom sizes available |
| Core Construction | Hardwood core (poplar, eucalyptus, combi-core); birch core on request |
| Face Veneer | Hardwood face veneer, B/BB grade or better |
| Overlay Paper Type | Kraft-based phenolic-impregnated (MDO); melamine-impregnated (interior panels) |
| Overlay Weight | 90 – 220 g/m² depending on specification |
| Overlay Faces | Single-face (1F) or double-face (2F) |
| Glue Type | WBP phenolic glue (exterior/MDO); MR urea-formaldehyde (interior grade) |
| Formaldehyde Emission | CARB P2 ≤0.05 ppm for hardwood plywood; E1 available |
| Moisture Content | 8–12% (export standard) |
| Thickness Tolerance | ±0.2mm (calibrated sanding) |
| Surface Finish | Sanded face veneer under overlay; smooth overlay surface |
| Certifications |
ISO 9001:2015 CARB P2 FSC CE
|
On Core Construction
Most buyers default to poplar core for cost efficiency, and it performs well for interior and semi-exterior applications.
For MDO panels going into structural or exterior applications — particularly concrete formwork — we recommend eucalyptus or combi-core for higher density and better screw-holding at the edges.
The overlay surface is the same either way. Core choice affects structural performance and edge quality — not the face.
Core Options at a Glance

Where Paper Overlaid Plywood Earns Its Margin
Market segments worth targeting
Paper overlaid plywood occupies a specific position in the panel market — priced above commodity plywood but below HPL-faced panels. It serves applications where a smooth, paintable surface is the primary requirement. That positioning creates clear market segments where buyers are willing to pay for the overlay premium.
Exterior Signage & Display Fabrication

Sign shops, display fabricators, and outdoor advertising contractors specify MDO because the overlay surface holds paint without grain telegraphing — a problem that kills the appearance of painted bare plywood within one season.
A sign fabricator buying MDO is paying for a surface that eliminates rework and warranty callbacks on painted signs. That's a margin-justifiable premium, and it's a repeatable purchase cycle tied to project volume rather than one-time orders.
Concrete Formwork & Construction Shuttering

MDO panels used as form facing produce a smoother concrete surface than bare plywood, reducing the finishing labor required after stripping. Contractors on architectural concrete projects — exposed concrete walls, decorative columns, feature elements — specify MDO facing specifically to reduce grinding and patching cost after formwork removal.
The panel is a consumable in this application — typically 3–8 uses before the overlay degrades — which means repeat orders are built into the project cycle.
Furniture Manufacturing & Cabinet Components
Standard paper overlaid panels serve interior components where a smooth, consistent surface is needed for painting or printing but the full cost of HPL facing isn't justified. Cabinet backs, drawer bottoms, interior shelf surfaces, and painted door components are typical applications.
Furniture manufacturers buying overlaid panels are consolidating their surface preparation step into the panel purchase — paying for a surface that goes straight to paint without sanding.
Retail Fixture & Display Manufacturing
Point-of-sale displays, retail shelving, trade show booth components — overlaid panels deliver a consistent, paintable surface that reduces finishing labor. This segment uses overlaid panels for the same reason as furniture: a surface that eliminates prep steps.
This segment tends to order in smaller quantities with tighter lead time requirements, which makes it a good fit for distributors who can hold inventory and serve the segment on short notice.
Strongest Growth Areas Over the Past Three Years
The signage and formwork segments have been our strongest growth areas for this product — worth building inventory depth if you're entering those markets. Both segments combine a repeatable purchase cycle with a clear, defensible reason for the overlay premium.
Ready to specify for your segment?
Browse the individual product pages for exact specifications and pricing guidance.
The Overlay Lamination Process: What Separates Consistent Panels from Problem Batches
The overlay lamination step is where paper overlaid plywood either earns its specification or fails it. We run this on a dedicated multi-daylight hot press line, separate from our film-faced production, because the process parameters are different enough that sharing equipment means accepting compromises on one product or the other.
Overlay Paper: Resin Content Is the Critical Input
The paper overlay is pre-impregnated with resin — phenolic for MDO and exterior-grade panels, melamine for interior panels. The resin content of the paper determines the final surface hardness and moisture resistance; under-impregnated paper produces a surface that looks acceptable but absorbs moisture unevenly and shows paint adhesion failures within months.
We source overlay paper from suppliers who provide resin content certification with each roll, and we verify incoming paper against specification before it goes to the press line. Overlay paper is one of those inputs where the cheapest option creates the most expensive downstream problems — delamination claims, surface failures, rejected batches. We've been through that cycle with a previous supplier and it's not a cost saving worth chasing.
Press Temperature Uniformity: ±3°C Across the Full Platen
At the press, temperature uniformity across the full panel surface is the critical variable. Our hydraulic hot presses are calibrated to maintain temperature variation within ±3°C across the platen surface — tighter than the ±5°C that most standard press specifications allow.
That tighter tolerance matters because resin cure rate is temperature-dependent: zones that run cooler produce under-cured overlay with lower adhesion strength, and those zones are where delamination starts. Press parameters — temperature, pressure, dwell time — are logged per batch, so if a surface issue surfaces downstream, we can trace it to the specific production run and identify whether it was a process deviation or a material issue.

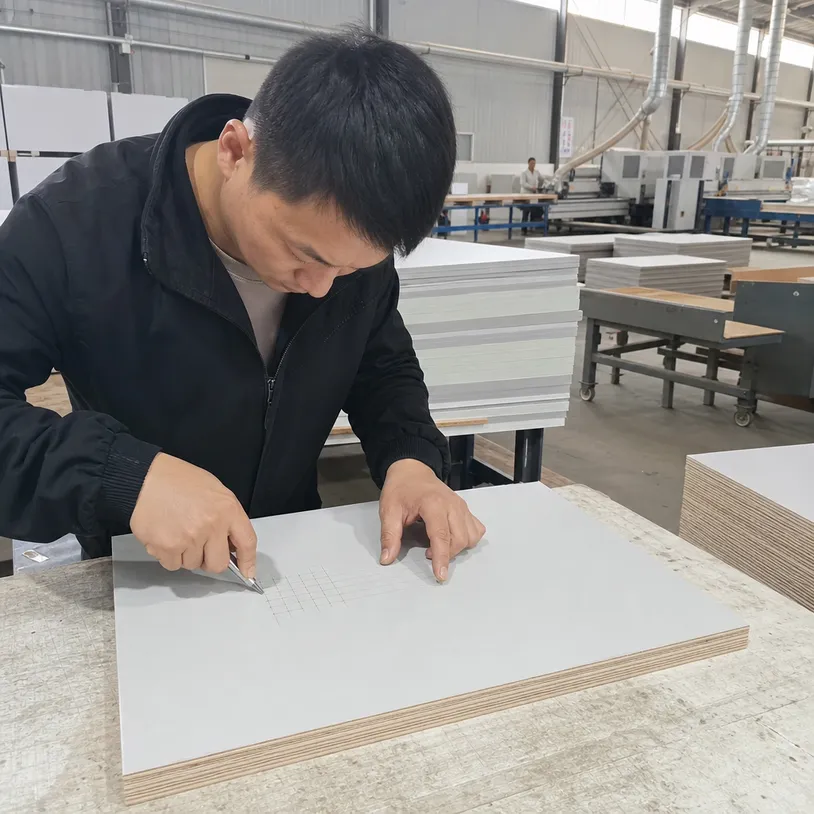
Post-Press Adhesion Testing: Every Batch, No Exceptions
Post-press, every panel goes through a cross-cut adhesion test on a sample basis: a grid is scored through the overlay into the face veneer, and tape is applied and pulled. Any panel showing overlay lift at the cut edges is pulled from the batch.
This catches the delamination failures that aren't visible on the surface but would show up after the panel is painted and exposed to humidity cycling. It's a destructive test on sample panels, not a 100% inspection — but it's the right test for catching process drift before it affects your full order.
Process Parameters Logged Per Batch
Selecting the Right Overlay Specification for Your Application
The most common sourcing mistake with paper overlaid plywood is specifying MDO for interior applications where standard overlay is sufficient, or specifying standard overlay for exterior applications where MDO is required. The cost difference is real, and so is the performance difference.
Specify MDO with Phenolic Overlay + WBP Glue
If your application is exterior or involves direct weather exposure — signage, formwork, exterior cladding, outdoor display — specify MDO with phenolic-impregnated overlay and WBP glue. The phenolic resin in the overlay provides the moisture resistance; the WBP glue ensures the core doesn't delaminate when the panel gets wet.
Standard overlay with MR glue will fail in exterior conditions, typically within one season.
Standard Paper Overlay with Melamine Impregnation
If your application is interior with a painted or printed finish — furniture components, cabinet parts, interior wall panels, retail fixtures — standard paper overlay with melamine-impregnated paper is the right specification. It's lighter, less expensive than MDO, and produces a surface that's entirely adequate for interior paint adhesion.
Specifying MDO for interior applications adds cost without adding performance.
Overlay Weight Matters More Than Resin Type
For concrete formwork, the overlay weight matters more than the resin type. Higher overlay weight (180–220 g/m²) produces a smoother concrete surface and survives more form cycles before the overlay degrades. Lower overlay weight is cheaper per panel but degrades faster, so the cost-per-use calculation often favors the heavier overlay specification on multi-use formwork applications.
Match Thickness to Load and Span Requirements
12mm and 15mm are the most common thicknesses for signage and furniture applications. Formwork applications typically run 18mm or thicker for the structural rigidity required under concrete pour pressure. If you're unsure which thickness fits your downstream customer's application, send us the load or span requirement and we'll recommend the right spec.
Quick Specification Reference
| Application | Overlay Type | Glue | Typical Thickness |
|---|---|---|---|
| Exterior signage / cladding | MDO Phenolic | WBP | 12–18mm |
| Concrete formwork | Heavy Overlay 180–220 g/m² | WBP | 18mm+ |
| Interior furniture / cabinets | Standard Melamine | MR / E1 | 12–18mm |
| Retail fixtures / wall panels | Standard Melamine | MR / E1 | 12–15mm |
Not Sure Which Spec Fits?
Send us the load or span requirement and we'll recommend the right specification. No obligation — we'd rather you order the right panel than the wrong one.
Request Spec AdviceQuality Failures We've Engineered Out — and How
Paper overlaid plywood has three failure modes that show up repeatedly in the market. Each one has a specific manufacturing cause that's preventable if you build the process around it.
Overlay Delamination After Humidity Cycling
Under-cured resin in the overlay — from under-impregnated paper, insufficient press temperature, or too-short dwell time. This is the most common complaint in the market.
- Resin content verification on incoming paper stock
- ±3°C press temperature tolerance — held on every run
- Post-press adhesion testing on every batch via cross-cut test
Panels that pass our cross-cut test have fully cured overlay that survives the humidity cycling that causes delamination in under-processed panels.
Paint Adhesion Failure on the Overlay Surface
Surface contamination — release agent residue from press platens, or sanding dust contamination between the overlay paper and face veneer during layup.
- Press platens cleaned on a scheduled maintenance cycle
- Overlay layup runs in a controlled area isolated from sanding and cutting operations
- Dust separation is the operational discipline that prevents contamination
Sanding dust is unavoidable in a plywood facility. Keeping the layup area isolated is the process discipline that prevents it from reaching the overlay bond line.
Thickness Variation Across a Batch
Inconsistent sanding calibration. Affects buyers whose downstream customers run panels through CNC routers and panel saws with automatic feed — thickness variation causes feed errors and cut quality problems.
- Calibrated wide-belt sanding line on every production run
- Thickness tolerance held to ±0.2mm across the panel and across the batch
±0.2mm is tighter than the ±0.5mm that most commodity plywood specifications allow — and it's the tolerance that automated processing equipment requires to run without constant adjustment.
Built Into the Process, Not Inspected at the End
Each of these failure modes is preventable at the process level. The cross-cut adhesion test, the isolated layup area, and the calibrated sanding line aren't quality checks added after production — they're the production process itself.
Buyers who've had delamination or paint adhesion problems with other suppliers are typically dealing with under-cured resin or contaminated layup — both of which are invisible in a visual inspection of the finished panel. The failures show up after the panels are in use.
Container Loading and Export Packaging for Paper Overlaid Plywood
Paper overlaid plywood ships well in standard 20HQ and 40HQ containers. The overlay surface requires protection during transit — bare stacking without interleaving causes surface scratching from panel movement, which shows up as cosmetic damage on the overlay face.
Our Export Packaging for Paper Overlaid Plywood
Panels bundled in stacks of 50–100 sheets depending on thickness, strapped with steel banding.
Interleaving paper between panels in the top and bottom layers of each bundle; full-bundle wrap in moisture-resistant polyethylene film.
Corner boards on all four edges of each bundle to prevent edge crushing during container loading and port handling.
Each bundle marked with product specification, thickness, overlay type, quantity, batch number, and destination port.
Standard 1220×2440mm panels load efficiently into 40HQ containers. We provide a loading plan with each shipment.

40HQ Container Loading Quantities
We provide exact loading quantities and CBM calculations with each quotation so your freight cost calculation is accurate before you commit to the order.
Export Documentation — Full Package as Standard
Buyers don't need to chase individual certificates. We prepare the complete documentation package for every shipment.
Certifications That Cover Your Import Markets
The certification stack for our paper overlaid plywood covers the compliance requirements across our main export markets. Documentation is prepared as standard — not chased down on request.
US Market
California Air Resources Board Phase 2
Required for hardwood plywood sold into the US market. Our panels are formulated and tested to meet CARB P2 limits (≤0.05 ppm for hardwood plywood) as the production baseline, not as a special option.
CARB documentation prepared as standard for US-bound shipments.
Global Sustainability
FSC Chain of Custody
Forest Stewardship Council certification covering the wood fiber supply chain from certified forests through our production facility. Required for buyers with sustainability sourcing policies or supplying into markets where deforestation-linked supply chains are a reputational or regulatory risk.
FSC-certified orders tracked separately through our production system to maintain chain-of-custody integrity.
Quality Management
ISO 9001:2015
Quality management system certification covering our production processes, QC procedures, and documentation systems. Our QC process is documented and auditable, not informal.
If a quality issue arises, we have the production records to trace it.
European Market
CE Conformity Marking
European conformity marking for construction products. Relevant for paper overlaid plywood going into European construction applications, including formwork and structural panel applications.
Required for EU construction product compliance.
Documentation Available on Request
Audit reports and certification documents are available on request. We don't make buyers chase documentation — if you need a specific certificate for your import clearance or internal compliance process, ask and we'll send it.

Frequently Asked Questions
Specification decisions, application guidance, and procurement details — answered with the technical depth buyers and specifiers need.
MDO (medium density overlay) uses a heavier, more resin-saturated paper overlay — typically 120–220 g/m² with phenolic resin impregnation — bonded with WBP exterior-grade glue. Standard paper overlaid plywood uses a lighter overlay (90–120 g/m²) with melamine resin, bonded with MR interior-grade glue.
| Parameter | MDO Plywood | Standard Paper Overlaid |
|---|---|---|
| Overlay weight | 120–220 g/m² | 90–120 g/m² |
| Resin type | Phenolic resin | Melamine resin |
| Glue bond | WBP exterior-grade | MR interior-grade |
| Exposure rating | Exterior rated | Interior only |
| Typical applications | Painted signage, concrete formwork, outdoor use | Interior smooth/paintable surfaces |
Avoid over-specifying
Specifying MDO for interior use adds cost without adding performance.
Avoid under-specifying
Specifying standard overlay for exterior use will result in delamination and surface failure.
For concrete formwork, specify 180–220 g/m² overlay weight with phenolic resin impregnation and WBP glue. Higher overlay weight produces a smoother concrete surface finish and survives more form cycles before the overlay degrades.
Cost-per-use calculation
The cost-per-use calculation usually favors the heavier overlay specification on multi-use formwork. Fewer panel replacements over a project's duration offset the higher upfront panel cost.
Panel thickness for formwork
Specify 18mm or thicker. Thinner panels deflect under concrete pour pressure and produce surface waviness in the finished concrete — a defect that cannot be corrected after the pour.
Paint adhesion failure on overlaid panels almost always traces back to one of three causes: surface contamination (dust, release agent residue), under-cured overlay resin, or applying paint to a panel that has been stored in high humidity and absorbed moisture through the edges.
Dust or release agent residue on the overlay surface prevents primer bonding. Clean layup conditions during manufacturing address this at source.
Overlay resin that hasn't fully cured leaves a chemically unstable surface. We address this through post-press adhesion testing on every production run.
Panels stored in high humidity absorb moisture through unprotected edges. This is the most likely cause when panels passed incoming inspection but fail in the field.
Application-side prevention checklist:
- Store panels flat in a dry environment — do not stand on edge in humid conditions
- Seal the edges before painting if panels will be exposed to humidity during storage or installation
- Use a primer compatible with the overlay resin type — phenolic overlay requires a different primer than melamine overlay. Confirm with your paint supplier before specifying
Standard Specifications
MDO panels, standard overlay, 1220×2440mm
One 20HQ or 40HQ container. No minimum sheet count per specification for standard catalogue items.
Custom Specifications
Non-standard dimensions, specific overlay types, custom core
Minimum 200 sheets per specification to justify setup and material sourcing, combined into one container shipment.
Contact us with your target specification and volume. We'll confirm MOQ and lead time based on current production scheduling — custom specs vary by overlay paper availability and core construction complexity.
Yes, with the right specification. For coastal and high-humidity environments, specify MDO with phenolic-impregnated overlay, WBP glue, and edge sealing. The overlay itself is moisture-resistant when properly cured, but the panel edges — where the core veneer is exposed — are the vulnerability in humid environments.
Primary Failure Mode
Edge sealing with a compatible sealant or paint before installation prevents moisture ingress through the edges, which is the primary failure mode for overlaid panels in coastal applications.
Phenolic-impregnated overlay
WBP (weather & boil proof)
Edge sealing — standard on export-grade panels
We apply edge sealing on export-grade panels as standard. Confirm this requirement when placing your order.
Standard specifications (MDO panels, standard overlay in 1220×2440mm) run 15–20 working days from order confirmation to container loading, depending on current production scheduling. Custom specifications add 5–10 working days for material sourcing and first-article approval.
MDO panels, standard overlay, 1220×2440mm. From order confirmation to container loading.
Non-standard dimensions, specific overlay weights, custom core constructions. Includes material sourcing and first-article approval.
Time-Sensitive Orders
Contact us before placing the order to confirm current lead time. Production scheduling varies by season and order volume.
Work With Us: Factory-Direct, No Middlemen
One layer between you and the product: the factory. No trading company markup, no communication gaps, no accountability gaps.
Xuzhou QD Wood Industry Co., Ltd.
Paper overlaid plywood manufacturer, operating since 2008
No trading company layer between you and the factory. When you send a specification, the factory engineering team reads it. When you ask about a tolerance, the production floor answers.
Port Access & Transit Times
Our facility connects to Qingdao, Shanghai, and Lianyungang ports. Transit times to major destination ports run 18–35 days depending on routing and destination market.
What to Send Us
If you're evaluating paper overlaid plywood suppliers, the most useful next step is to send us your target specification. We'll come back with a detailed quote, the relevant certification documentation for your import requirements, and loading data for your freight calculation.
-
Overlay type — MDO, standard paper overlay, or film-faced paper overlay
-
Thickness and panel size — nominal or finished dimension
-
Volume — container count or m³ per order cycle
-
Destination market — determines which certification documentation applies
Contact Xuzhou QD Wood Industry Co., Ltd.
Xuzhou, Jiangsu Province, 221116, China
Explore Individual Product Pages
Medium density overlay panels for sign-grade and concrete forming applications.
Standard overlay panels for furniture, cabinetry, and interior construction.
Cut-to-size overlay sheets for industrial and OEM supply chain requirements.