We see two distinct failure patterns when film-faced plywood comes back from a site with problems. The first is warping — panels that arrived flat but bowed or cupped before the first pour. The second is film delamination — the phenolic surface lifting, blistering, or peeling before the panel has seen more than one or two uses. Both failures are expensive. Both are preventable. And in most cases, the damage was done during storage, not during use.
This guide covers what actually causes each failure, how to stack and protect panels correctly on site, and what to check when a delivery arrives. There's also a section on how the panel's condition at the time of shipment affects how easy — or hard — it is to maintain correct storage on your end.

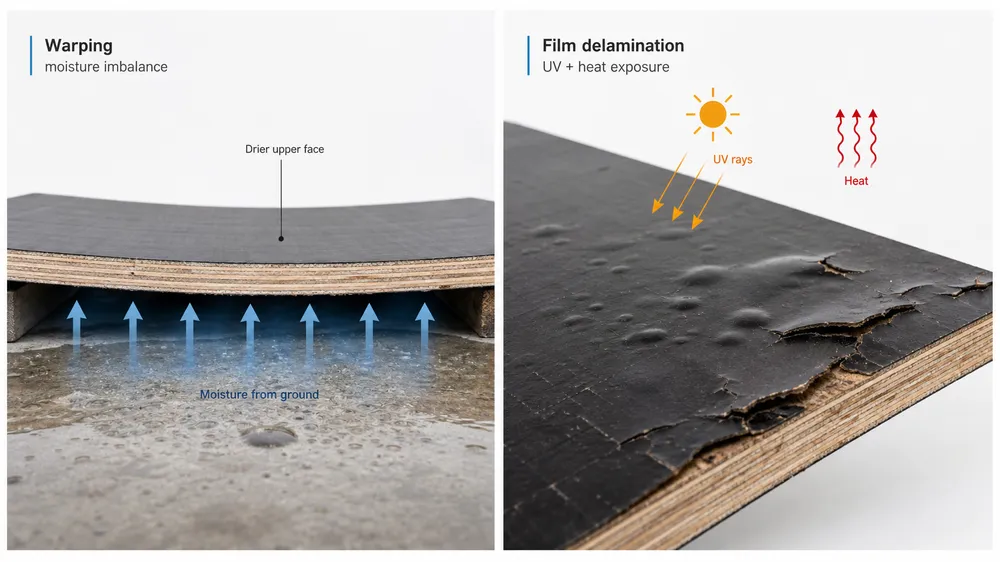
The two failure mechanisms — and why they need different fixes
Warping and film delamination look like related problems but they come from different causes. Treating them as the same issue leads to storage setups that fix one and make the other worse.
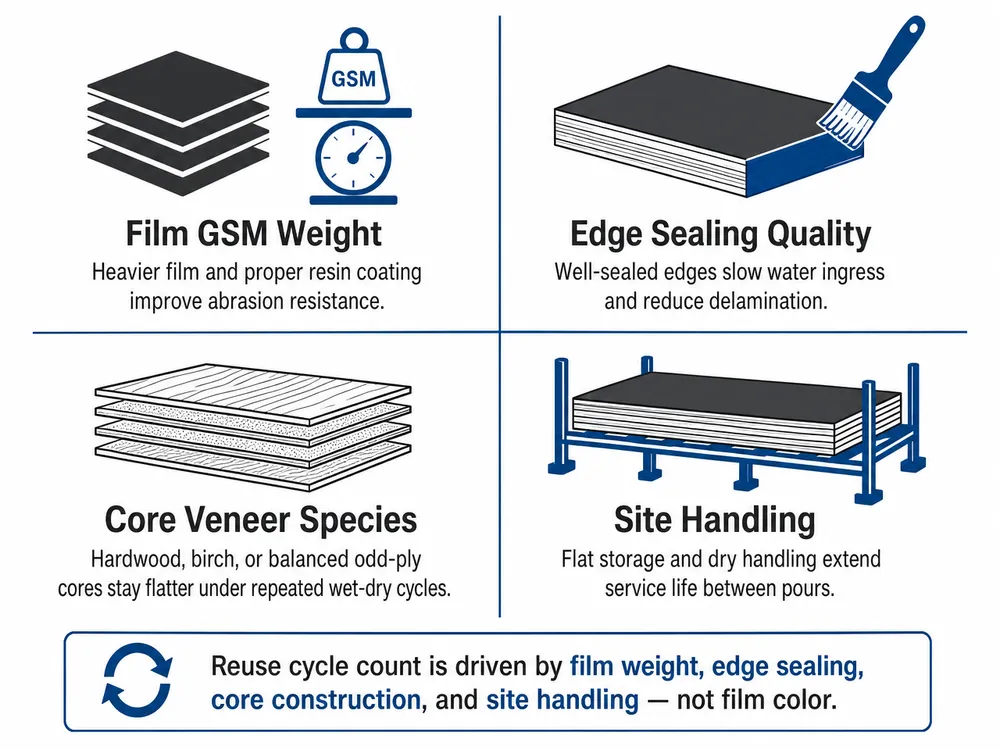
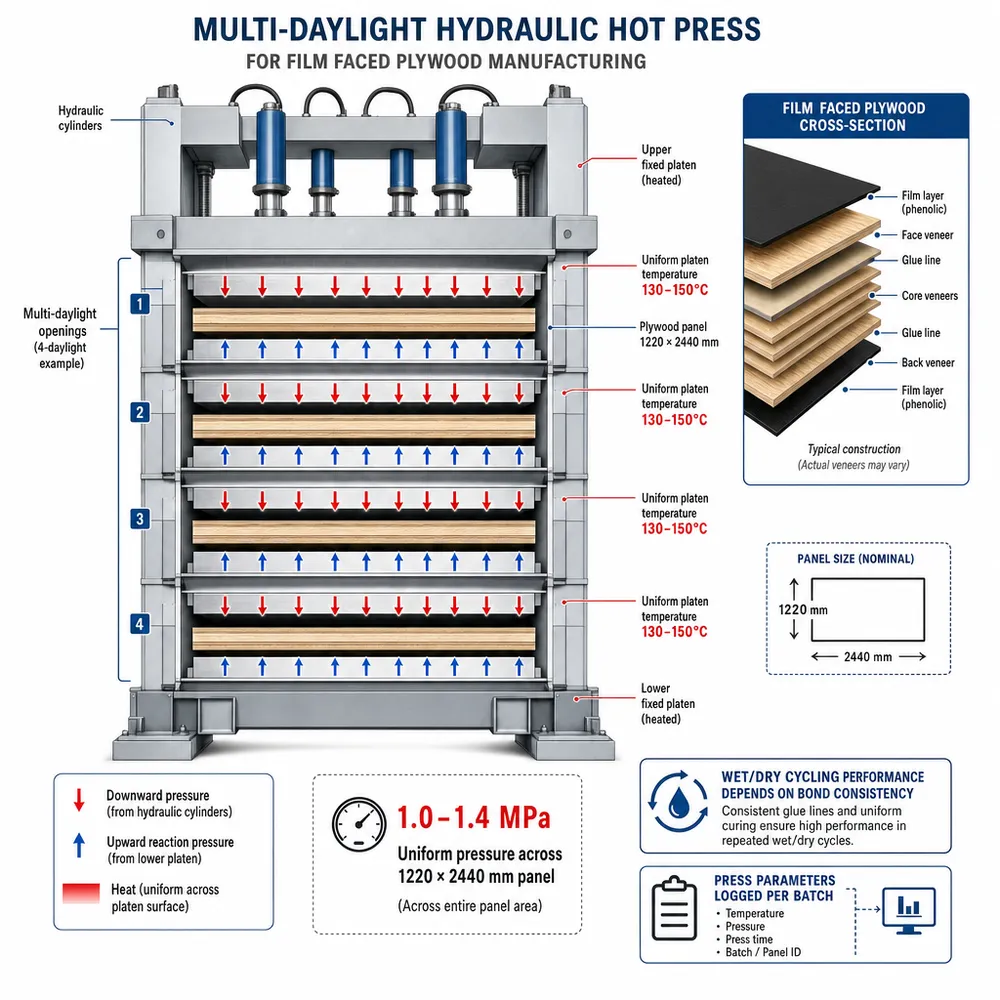
Warping from moisture imbalance happens when one face of the panel absorbs or releases moisture faster than the other. The phenolic film on a properly manufactured panel is nearly impermeable — which is exactly what makes it useful for concrete contact. But that impermeability means the film face and the bare wood face respond to humidity at completely different rates. Stack panels directly on damp ground, or leave the bottom face exposed to wet concrete while the film face is covered, and the wood side swells while the film side stays stable. The panel cups. On 18mm panels, a 5–8% moisture differential between faces is enough to produce visible bow across a 2440mm length.
Film delamination from UV and heat is a different mechanism entirely. Phenolic film is bonded to the veneer surface under heat and pressure during manufacturing — the bond is strong under normal conditions, but prolonged UV exposure degrades the phenolic resin at the surface, and sustained heat above roughly 60–70°C (common on uncovered panels in direct summer sun) softens the adhesive layer enough for the film to lift at edges and corners. Once the edge starts lifting, moisture gets underneath and the delamination spreads inward. (We've seen panels stored uncovered on a Middle East site for three weeks arrive at the pour in worse condition than panels that had been used four times.)
The practical implication: shade and UV protection prevent film failure. Ground clearance and balanced ventilation prevent warping. You need both.
What to check when panels arrive on site
Before panels go into storage, a quick delivery inspection takes five minutes and can save you a dispute later. The question you're answering is whether any damage is a product defect from the factory or a handling issue that happened in transit or on site.
Check these four things on arrival:
Moisture content at the edges. A calibrated pin-type moisture meter on the panel edge should read 8–12% for export-grade panels. Readings above 15% suggest the panels absorbed moisture during transit — possibly from a compromised packaging wrap or condensation inside the container. Panels arriving wet are already at higher warping risk and need to be stored with extra care.
Edge seal integrity. Run your hand along all four edges. The edge seal on export-grade panels is a painted or sealed treatment that closes the end grain against moisture ingress. Chipped, cracked, or missing edge seal — especially on corners — means the most moisture-sensitive part of the panel is exposed. Note any damage before storage begins; if it's widespread, it's a transit damage claim, not a storage problem.
Film surface condition. Look for any pre-existing blistering, edge lifting, or surface scratches that break through the film. Minor surface scuffs are normal handling marks. Film lifting at edges before the panel has been used is a manufacturing or transit issue. Document it with photos before the panels go into the stack.
Stack condition in the delivery. Were panels delivered flat on a pallet, or were some leaning? Panels that spent a long transit period leaning against each other can arrive with a set — a slight permanent bow that's hard to reverse once it's in the wood. Flat delivery is the right condition; leaning delivery is worth noting.
Flat stacking: bearer spacing and stack height by panel thickness
The single most important storage practice is flat stacking on level bearers. Panels stored leaning against a wall, fence, or other panels will bow under their own weight within days. The thinner the panel, the faster it happens.

Use these as your working guidelines:
| Panel thickness | Bearer spacing (max) | Max stack height | Ground clearance |
|---|---|---|---|
| 12mm | 400mm | 800mm (~25 sheets) | 150mm minimum |
| 15mm | 500mm | 1000mm (~25 sheets) | 150mm minimum |
| 18mm | 600mm | 1200mm (~25 sheets) | 150mm minimum |
A few points on these numbers. The bearer spacing limits are the critical ones — exceed them and the panel sags between supports, which creates a permanent set in thinner panels. The stack height limits are about load on the bottom panels; film-faced panels are dense (18mm panels run around 28–32 kg each), and excessive stack weight can compress the bottom panels and cause surface marking. Ground clearance of 150mm is the minimum to keep the bottom panel clear of ground moisture and allow air circulation underneath.
Bearers should be level with each other. If the ground is uneven, shim the bearers rather than stacking on an uneven base — an unlevel stack puts a twist into every panel in it. Timber bearers work well; avoid steel or concrete bearers in direct contact with the panel edge, which can cause localized compression marks.
(One thing we tell buyers in humid tropical markets: if you're storing panels for more than two weeks before use, consider placing a sheet of polyethylene film between the ground and the bottom bearer. It's a small step that blocks capillary moisture from rising through the bearer into the bottom panel.)
Environmental controls: shade, ventilation, and humidity thresholds
The storage environment does as much damage as poor stacking if it's wrong. Three variables matter: UV exposure, temperature, and humidity balance.
UV exposure is the primary driver of phenolic film degradation during storage. Direct sunlight on uncovered panels will start visibly degrading the film surface within two to four weeks in high-UV environments (tropical sites, Middle East, coastal Australia in summer). The fix is simple: cover the stack. A tarpaulin or corrugated roof cover over the stack is sufficient. The cover needs to shade the top and sides of the stack — UV reflection off light-colored ground surfaces can still reach the film face from below if the stack is low.
Temperature matters because sustained heat above 60–70°C softens the phenolic adhesive layer. This temperature is reachable on uncovered panels in direct summer sun in hot climates — a dark-colored phenolic film surface in 40°C ambient air with direct sun can reach surface temperatures well above that. Shade solves this too. If panels must be stored in a covered but unventilated space (a shipping container, for example), check that the internal temperature doesn't build up to damaging levels during the hottest part of the day.
Humidity balance is about keeping both faces of the panel in roughly the same humidity environment. The goal is not to achieve a specific humidity level — it's to prevent one face from being significantly wetter or drier than the other. A covered stack with good air circulation on all sides achieves this naturally. Problems arise when:
- The bottom of the stack sits on wet ground (bottom face absorbs moisture, top face doesn't)
- One side of the stack faces a wet wall or drainage channel
- Panels are covered on top but open on the sides in a driving rain — the exposed edges absorb moisture unevenly
Relative humidity above 80% sustained over multiple days will drive moisture into exposed panel edges even with good edge sealing. In high-humidity environments, the edge seal condition matters more, and panels should be used in rotation rather than stored for extended periods.
Common site mistakes that cause most of the damage
Most storage failures we trace back come from a short list of practices. These are worth reviewing with whoever is managing the site storage:
Leaning panels against walls or scaffolding. This is the fastest way to bow a panel. Even 18mm panels will develop a visible set within a week if stored vertically against a support. There is no correct way to store film-faced plywood vertically for extended periods — flat is the only option.
Stacking face-to-face without protection. When two film faces are stacked directly against each other, any grit or debris between them scratches both surfaces. For panels going into architectural concrete or high-reuse formwork applications, surface condition matters for release quality. Interleave with kraft paper or thin foam sheet if panels will be stored face-to-face for more than a few days.
Uncovered outdoor storage. Even in mild climates, UV exposure accumulates. A week of uncovered storage in summer sun does measurable damage to phenolic film. The cover takes five minutes to put on.
Storing panels on uneven ground without leveling. A 10mm height difference across a 2440mm stack length puts a twist into every panel. It's not visible immediately, but it shows up when the panels go into the formwork and the edges don't align.
Using panels from the bottom of a wet stack. If the bottom panels in a stack have absorbed moisture from ground contact, they're dimensionally unstable. Using them immediately in formwork — before they've had time to equilibrate — increases the risk of the formwork shifting during the pour.
How factory moisture control affects your storage outcome
This is the part most storage guides skip, but it's where a lot of problems actually start.
Film-faced plywood that arrives on site at 18–22% moisture content is already in a stressed state. The wood core wants to release moisture to reach equilibrium with the ambient environment, but the phenolic film face is nearly impermeable — so the moisture has to escape through the edges and the back face. That differential drying creates internal stress in the panel, and that stress is what drives warping during storage even when the stacking is done correctly.
We ship our film-faced plywood at 8–12% moisture content, with edge sealing applied before packing. That range is close to the equilibrium moisture content for most of our export markets — panels arrive in a stable state, and the moisture gradient between faces is small. Correct storage maintains that stability; it doesn't have to fight against a panel that's already trying to dry out unevenly.
The practical implication for procurement: moisture content at time of shipment is a specification you can and should confirm with your supplier. Ask for the moisture content range in the product specification, and ask how it's verified — whether by in-line measurement during production or by outgoing inspection. A supplier who can't answer that question specifically is probably not controlling it.
(For our export batches, moisture content is verified at outgoing inspection and recorded per batch. If a buyer needs documentation, we include it in the shipping package.)
For buyers ordering 18mm film faced plywood for high-reuse formwork applications, the moisture content spec matters more than for single-use applications — a panel that goes through 8–10 pour cycles is exposed to repeated wetting and drying, and panels that start at a stable moisture content handle that cycling better than panels that start wet.
Phenolic film adhesion: what the factory tests and what it tells you
When a film-faced panel delaminates on site, the first question is whether it's a product defect or a storage and handling issue. The answer matters for warranty claims and for deciding whether to change suppliers or change site practices.
At our factory, film adhesion on phenolic film faced plywood is tested by cross-cut and peel test on samples from each production batch. The cross-cut test scores the film surface in a grid pattern and checks whether the film lifts at the cut edges — a pass means the adhesive bond is intact across the full surface. The peel test measures the force required to separate the film from the veneer substrate. Both tests are done before the batch ships.
What this means for you: if panels arrive with film adhesion test records from the factory, and delamination occurs during storage before the first pour, the failure is almost certainly a storage condition issue — UV exposure, heat, or moisture ingress at damaged edges. If panels arrive without any film adhesion documentation and delaminate early, the root cause is harder to determine.
The practical guidance: request film adhesion test records as part of your standard documentation package. It takes the ambiguity out of failure analysis and gives you a clear basis for either a warranty claim or a site practice correction.
FAQ
What humidity level causes film-faced plywood to warp during storage?
There's no single threshold — warping is driven by the difference in humidity exposure between the two faces, not by absolute humidity. A panel stored in 85% RH with balanced airflow on both faces will stay flatter than a panel stored in 60% RH with the bottom face sitting on wet ground. Control the differential, not just the ambient level.
Can warped film-faced plywood be flattened before use?
Mild warping — less than 5mm bow across a 2440mm length — often self-corrects when panels are clamped flat in the formwork. Severe warping above 10mm is harder to correct and creates gaps in the formwork that affect concrete surface quality. Prevention is the practical answer; trying to flatten badly warped panels on site is time-consuming and unreliable.
How long can film-faced plywood be stored on site before use?
With correct flat stacking, shade cover, and ground clearance, panels can be stored for 4–8 weeks without significant degradation. Beyond 8 weeks, inspect the edge seal condition and film surface before use. In high-UV or high-humidity environments, shorten that window and inspect more frequently.
Should film-faced plywood be stored film-face up or film-face down?
Film-face up is the standard recommendation. It keeps the film surface away from bearer contact marks and makes it easier to inspect the surface condition without moving panels. If panels are stored film-face down, use smooth, clean bearers and check for surface marking when the stack is broken.
What's the difference between brown film and black film for storage sensitivity?
Both phenolic film types have similar storage requirements. Black film tends to absorb more heat in direct sunlight due to its color, which can accelerate surface temperature buildup — another reason shade cover matters more in hot climates. The adhesion chemistry is similar; the storage protocols are the same.
Sourcing panels that arrive ready to store correctly
The storage practices in this guide work best when the panels arrive in the right condition. Panels shipped at correct moisture content with intact edge sealing are straightforward to maintain on site. Panels that arrive wet, with damaged edge sealing, or with pre-existing film adhesion issues require more careful handling and are more likely to fail regardless of how well the storage is managed.
When you're evaluating suppliers, ask specifically about:
- Moisture content range at time of shipment, and how it's verified
- Edge sealing specification for export packaging
- Film adhesion test records (cross-cut and peel) per production batch
- Packaging method for ocean transit — whether panels are wrapped in moisture-resistant film and corner-protected
These aren't difficult questions for a factory that controls these variables. If the answers are vague, the variables probably aren't being controlled.
We've been manufacturing and exporting film-faced plywood since 2008, and the moisture control process we built from day one is still the reason our panels arrive flat. If you want to discuss panel specification, moisture content requirements, or packaging for your specific site conditions, send us your project details and we'll come back with a quote and the relevant documentation.