Hardboard Manufacturer Factory-Direct Supply
High-density fiberboard hardboard manufactured at source — no trading company markup, no documentation gaps.
Six product variants covering standard sheets, masonite panels, primed hardboard, furniture board, paneling, and 3mm thin-sheet formats. Every variant ships with full certification documentation for your import market.

What We Manufacture and Why It Matters to Your Supply Chain
Hardboard is high-density fiberboard — wood fiber compressed under heat and pressure to densities typically between 800–1000 kg/m³, producing a hard, smooth, dimensionally stable panel. We've been manufacturing it at our 18,000 m² facility in Xuzhou since 2008, alongside our broader engineered wood panel range.
The product sits in a specific commercial niche: it's denser and harder than standard MDF, thinner and lighter than structural plywood, and it machines cleanly — which is why furniture manufacturers, cabinet makers, and interior fit-out contractors keep it in their regular procurement mix.
Our hardboard production runs on the same quality infrastructure as the rest of our panel range: controlled fiber preparation, calibrated hot press systems, and multi-stage QC before anything leaves the facility.
Certification Coverage That Travels With Your Order
Covers formaldehyde emissions — relevant if you're supplying into California, the broader US market, or any buyer with indoor air quality requirements.
Chain-of-custody covers buyers with sustainability sourcing policies.
Covers European construction and building material applications.
We built the certification stack for our plywood range first, then extended it across the full panel portfolio — so hardboard buyers get the same documentation coverage without needing to qualify a separate supplier.
Factory-Direct Operation
No trading company layer between you and the production floor. When you ask about a specification, you're talking to the people who set the press parameters.
Where Hardboard Sits in the Panel Hierarchy
Denser and harder than MDF. Thinner and lighter than structural plywood. Machines cleanly.
Hardboard Product Line
Six variants cover the main commercial applications. Each has a dedicated product page with full specifications, surface options, and customization parameters.

Hardboard Sheet
Standard-format fiberboard hardboard in the most common thicknesses and sheet dimensions. One smooth face, one textured reverse — the format most buyers default to for general-purpose applications. Available in S1S and S2S configurations.

Masonite Hardboard
Masonite is the trade name that became a category descriptor. We manufacture to the dimensional and density specifications that masonite-spec buyers expect, with surface smoothness and edge quality suited for downstream painting, laminating, or direct use.

Hardboard Paneling
Wall panel format — typically pre-finished or primed, cut to paneling dimensions for interior cladding. Calibrated sanding holds ±0.2mm tolerance across the panel — the spec that prevents visible joint lines at installation.

Hardboard Furniture Board
Furniture-grade hardboard used primarily as cabinet backs, drawer bottoms, and backing panels in flat-pack and assembled furniture. Lighter than plywood alternatives and significantly cheaper, while still providing the rigidity and surface quality furniture manufacturers need.

Tempered Hardboard
Oil-treated after pressing to increase surface hardness, moisture resistance, and abrasion tolerance. The treatment penetrates the panel rather than coating it — so the performance improvement is structural, not cosmetic. Preferred for high-wear and semi-exposed applications.
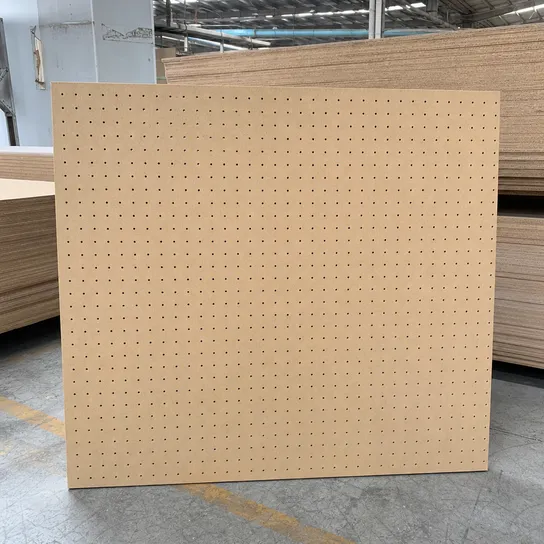
Perforated Hardboard
Uniform hole grid drilled through standard hardboard — the pegboard format used in tool storage, retail display, and ventilation panels. Hole diameter, pitch, and pattern are configurable for OEM orders. Tempered substrate available for higher-load hook applications.
Not sure which variant fits your application? Each product page includes a specification table, surface options, and typical use cases. If you're sourcing for a specific end-use and need a recommendation, the technical team can advise based on your load, surface, and dimensional requirements.
Technical Specifications
Standard ranges across the hardboard line. Custom dimensions, thicknesses, and surface treatments are available on request for volume orders.
Thickness & Sheet Dimensions
| Parameter | Standard Range | Notes |
|---|---|---|
| Thickness | 2mm – 8mm | 3mm and 6mm most common |
| Thickness tolerance | ±0.2mm | Calibrated sanding standard |
| Sheet width | 1220mm / 1525mm | Custom widths on request |
| Sheet length | 2440mm / 3050mm | Longer formats available |
| Squareness | ≤1.5mm/m | Per EN 622-2 |
Density & Mechanical Properties
| Property | Value | Standard |
|---|---|---|
| Density | 800–1000 kg/m³ | EN 323 |
| Bending strength (MOR) | ≥40 N/mm² | EN 310 |
| Internal bond | ≥1.5 N/mm² | EN 319 |
| Surface absorption | ≤50 g/m² | EN 382-1 |
| Moisture content | 3–10% | EN 322 |
Emission Class & Compliance
All standard production runs meet E1 formaldehyde emission limits. CARB Phase 2 and FSC chain-of-custody documentation available for export orders. Third-party test reports available on request for specification-sensitive procurement.
Surface Options
Applications
Hardboard's density and surface quality make it the default choice across several distinct industries. These are the applications where it consistently outperforms alternatives on cost, machinability, and surface finish.
Furniture Manufacturing
Cabinet backs · drawer bottoms · backing panels
The largest single application for hardboard globally. Cabinet backs and drawer bottoms in flat-pack and assembled furniture are almost universally hardboard — the density provides rigidity without the weight penalty of plywood, and the smooth face accepts laminate and foil without additional preparation.
Why hardboard over MDF here: Lower weight per panel reduces shipping cost in flat-pack logistics. Harder surface resists scuffing during assembly. Thinner gauges (3mm, 4mm) maintain structural integrity where MDF would flex.
Interior Fit-Out & Construction
Wall paneling · ceiling linings · floor underlays
Hardboard paneling is used as a wall lining substrate in commercial fit-out, temporary partitioning, and residential renovation. The tight thickness tolerance (±0.2mm) is critical here — panels that vary in thickness create visible ridges at joints, which is why calibrated hardboard is specified over uncalibrated alternatives.
Floor underlay note: Hardboard is commonly used as a floor leveling underlay before vinyl or carpet installation. The smooth face provides a consistent substrate; the density resists point-load compression.
Retail Display & Signage
POS displays · pegboard · printed signage substrates
Perforated hardboard (pegboard) is the standard format for tool storage and retail display hook systems. The smooth face of standard hardboard also makes it a preferred substrate for screen-printed and digitally printed signage — the surface accepts ink without the grain telegraphing that occurs on lower-density boards.
Print substrate note: Tempered hardboard is preferred for high-volume print runs where the substrate will be handled repeatedly — the oil treatment reduces surface porosity and improves ink adhesion consistency.
Packaging & Industrial
Pallet dividers · protective liners · industrial formwork
Industrial hardboard is used as pallet dividers, protective liners in transit packaging, and as a forming surface in concrete and composite manufacturing. The smooth face releases cleanly from adhesives and resins, and the density provides the rigidity needed for repeated use in forming applications.
Tempered for forming: Oil-treated hardboard is specified for concrete formwork and composite layup surfaces — the treatment reduces resin absorption and extends panel service life in wet or resin-contact environments.
Matching Variant to Application
The right hardboard variant depends on the surface requirement, load profile, and whether the panel will be exposed to moisture or repeated handling. Standard S1S covers most furniture and construction applications. Tempered is the default for anything involving moisture, abrasion, or forming contact. Perforated is a separate product line with its own hole-pattern specifications. If you're unsure, the product pages include application guidance, or the technical team can advise directly.
Manufacturing & Supply
Understanding how hardboard is made and how the supply chain works helps buyers specify correctly, avoid common sourcing errors, and plan lead times accurately.
The Manufacturing Process
Supply Chain & Sourcing
The majority of hardboard traded internationally originates from South America (Brazil, Chile), Eastern Europe (Poland, Russia), and Southeast Asia. Each region produces boards to slightly different density and moisture profiles — sourcing region affects specification matching.
The most common traded sizes are 2440×1220mm (8×4ft) and 2745×1220mm (9×4ft). Jumbo sheets (3050×1525mm and larger) are available from select mills for industrial cutting programmes. Non-standard sizes typically require minimum order quantities.
Stock grades (S1S, 3mm–6mm, standard sizes) are typically available ex-warehouse. Tempered, primed, and non-standard sizes are indent items with 4–10 week lead times depending on mill and shipping route. Plan accordingly for project-critical specifications.
Specify CARB Phase 2 or E1 formaldehyde emission compliance for interior applications. FSC and PEFC chain-of-custody certification is available from most major mills. Confirm certification scope with the supplier before committing to a specification.
Common Sourcing Errors to Avoid
Hardboard vs Alternatives
Hardboard is not always the right choice — and neither are its alternatives. This comparison covers the decision points that actually matter in specification.
| Property | Hardboard | MDF | Plywood | Particleboard |
|---|---|---|---|---|
| Density | 800–1000 kg/m³ | 650–800 kg/m³ | 450–700 kg/m³ | 550–750 kg/m³ |
| Typical Thickness Range | 2–8mm | 6–60mm | 4–40mm | 9–38mm |
| Surface Quality | Excellent | Excellent | Variable | Moderate |
| Moisture Resistance | Low (standard) | Low (standard) | Good–Excellent | Poor |
| Screw Holding (edge) | Moderate | Moderate | Good | Poor |
| Weight (per m² at 6mm) | ~5.4 kg | ~4.5 kg | ~3.6 kg | ~4.0 kg |
| Relative Cost (thin panels) | Low | Moderate | Moderate–High | Low |
| Added Binder Required | No (lignin bond) | Yes (UF/MF resin) | Yes (phenolic/UF) | Yes (UF resin) |
- Thin panel (under 8mm) with smooth face required
- Weight and cost are primary constraints
- Cabinet backs, drawer bottoms, backing panels
- Low formaldehyde emission is a priority
- Floor underlay or surface forming application
- Thickness above 8mm is required
- Routed profiles or machined edges needed
- Paint finish requires a perfectly flat substrate
- Structural shelving or load-bearing panels
- Door skins and decorative panel faces
- Prolonged moisture or wet exposure expected
- Structural load-bearing application
- Edge screw fixing is the primary fastening method
- Panel thickness above 8mm is required
- Exterior or semi-exposed installation
Sustainability
Hardboard has a genuinely strong environmental profile relative to other panel products — but the details matter. Here's what the data actually shows.
Residue-Based Fibre
Most hardboard is manufactured from sawmill residues and wood processing waste rather than virgin roundwood. This positions it as a secondary-use product that extends the value chain of primary timber processing.
No Added Formaldehyde
Wet-process hardboard uses no synthetic binder — the lignin in the wood fibre acts as the adhesive under heat and pressure. This gives it a naturally low formaldehyde emission profile, typically well below E1 limits without any additional treatment.
Chain-of-Custody Certification
FSC and PEFC certified hardboard is available from most major mills. Certification confirms that the fibre source is traceable to responsibly managed forests or verified recycled content. Confirm the specific certificate scope with your supplier.
Water Use in Wet Process
The wet-process manufacturing method uses significant water in fibre formation. Modern mills recirculate process water, but water consumption remains higher than dry-process panel products. This is a genuine environmental trade-off to be aware of.
Transport Emissions
A significant proportion of hardboard is imported from South America and Eastern Europe. Shipping distance contributes meaningfully to the product's embodied carbon. Sourcing from closer production regions reduces transport impact where supply allows.
End-of-Life
Uncoated hardboard is biomass and can be composted or used as biomass fuel at end of life. Coated, primed, or melamine-faced boards require separation before disposal. Oil-treated (tempered) boards are not suitable for composting.
The Honest Summary
Hardboard's no-added-formaldehyde profile and residue-based fibre give it a strong baseline environmental position. The main caveats are water use in manufacturing and transport distance for imported stock. For projects requiring EPD (Environmental Product Declaration) data, request mill-specific documentation — generic industry averages vary significantly by production region and process.
Technical Specifications
Reference values for standard hardboard. Actual values vary by mill, grade, and production batch — always request mill test certificates for specification-critical applications.
Physical & Mechanical Properties
| Density (standard) | 800–900 kg/m³ |
| Density (tempered) | 900–1,000 kg/m³ |
| Modulus of Rupture | 30–50 N/mm² (standard); 45–65 N/mm² (tempered) |
| Modulus of Elasticity | 3,500–5,500 N/mm² |
| Internal Bond Strength | ≥ 0.8 N/mm² (HB.HLA2 per EN 622-2) |
| Surface Hardness (Janka) | Approx. 3.0–4.5 kN (tempered higher) |
| Thickness Swelling (24 h) | ≤ 25% (standard); ≤ 15% (moisture-resistant grade) |
| Thermal Conductivity (λ) | Approx. 0.14–0.18 W/(m·K) |
Standard Sheet Sizes & Thicknesses
| Standard sheet (UK/EU) | 2440 × 1220 mm (8′ × 4′) |
| Large format | 3050 × 1220 mm; 2745 × 1220 mm |
| Common thicknesses | 2.5 mm, 3.2 mm, 4.0 mm, 6.0 mm |
| Thickness tolerance | ± 0.3 mm (EN 622-2) |
| Length/width tolerance | ± 3 mm per EN 324-1 |
| Squareness tolerance | ≤ 2 mm/m per EN 324-2 |
| Typical face finish | Smooth (S1S) or smooth both sides (S2S) |
| Perforated (pegboard) hole pitch | 25.4 mm (1″) standard; 19 mm available |
Emission & Compliance Data
| Formaldehyde class (wet process) | E0 / NAF (no added formaldehyde) |
| Formaldehyde class (dry process) | E1 minimum; E0 grades available |
| Governing standard (EU) | EN 622-2 (fibreboards — hardboard) |
| CE marking basis | EN 13986 (wood-based panels for construction) |
| Reaction to fire (untreated) | Class D-s2, d0 (Euroclass, typical) |
| CARB2 compliance | Available on request; confirm with supplier |
Approximate Sheet Weights (2440 × 1220 mm)
| Thickness | Standard Grade | Tempered Grade |
|---|---|---|
| 2.5 mm | ~6.7 kg | ~7.3 kg |
| 3.2 mm | ~8.6 kg | ~9.4 kg |
| 4.0 mm | ~10.7 kg | ~11.7 kg |
| 6.0 mm | ~16.1 kg | ~17.6 kg |
Weights are indicative based on mid-range density. Actual sheet weight varies by mill and moisture content at time of delivery.
Working with Hardboard
Hardboard is straightforward to work with using standard woodworking tools, but a few practical details make a significant difference to the finished result.
Conditioning Before Installation
Hardboard is hygroscopic and will expand when it absorbs moisture from the environment. Sheets installed without conditioning in a humid space will buckle and bow after fixing.
Standard conditioning method:
- Brush or sponge clean water onto the rough (mesh) face at ~1 litre per 2440 × 1220 mm sheet
- Stack sheets back-to-back on a flat surface
- Leave flat for 24–48 hours in the installation environment
- Fix immediately after conditioning — do not allow to dry out before installation
Cutting & Machining
- Circular saw: Use a fine-tooth blade (60+ teeth for 250 mm blade). Cut with the smooth face up to minimise breakout on the show face.
- Jigsaw: Use a fine downcut blade. Feed slowly — hardboard's density will blunt standard blades quickly.
- Router: Carbide-tipped bits recommended. Hardboard machines cleanly but is abrasive — HSS bits dull rapidly.
- Score and snap: Viable for straight cuts on 3.2 mm and thinner. Score deeply with a sharp knife and snap over a straight edge.
- Dust: Fine hardboard dust is an irritant. Use dust extraction and appropriate respiratory protection.
Fixing Methods
- Ring-shank nails: Preferred for face-fixing to timber framing. 20–25 mm length for 3.2 mm board. Space at 150 mm centres on edges, 200 mm in field.
- Staples: 18-gauge staples work well for cabinet backs and light-duty applications. Minimum 15 mm leg length.
- Adhesive: PVA or contact adhesive for bonding to substrates. Combine with mechanical fixing for panels subject to movement.
- Edge screws: Avoid — hardboard has poor edge-screw holding strength and will split. Face-fix only where possible.
Surface Finishing
- Priming: Apply a diluted first coat (10–15% water with water-based primer) to seal the surface before full coats. Hardboard is absorbent and will raise grain on the first coat.
- Sanding: Lightly sand between coats with 180–240 grit. The smooth face takes paint well once sealed; the mesh face requires filling if a smooth finish is required.
- Veneering: The smooth face bonds well with veneer using urea-formaldehyde or PVA adhesive under press. Ensure board is fully conditioned before veneering.
- Laminating: HPL and CPL bond well to hardboard faces. Use contact adhesive and apply even pressure across the full panel area.
Floor Underlay: Leave Expansion Gaps
When using hardboard as floor underlay, stagger the joints and leave a 1–2 mm expansion gap between sheets. Butt-jointed sheets without gaps will ridge at the joints as the board acclimatises to floor-level humidity. Condition sheets as described above before laying, and nail at 150 mm centres across the full sheet area — not just the perimeter.
Frequently Asked Questions
Answers to the questions we hear most often about hardboard specification, sourcing, and use.
What is the difference between standard and tempered hardboard?
Does hardboard contain formaldehyde?
Can hardboard be used in bathrooms or kitchens?
Why does hardboard bow or buckle after installation?
Is hardboard the same as Masonite?
What thickness of hardboard should I use for floor underlay?
Can hardboard be painted or does it need a special primer?
How does hardboard compare to MDF for cabinet backs?
Need Hardboard for Your Project?
Our team can help you select the right grade and thickness, advise on quantities, and arrange delivery. We stock standard and tempered hardboard in full sheet and cut-to-size formats.
Technical Specifications: Category-Wide Parameters
These are the general specification ranges across our hardboard product line. Individual product pages carry the exact values for each variant.
Full Specification Range
| Parameter | Range / Options |
|---|---|
| Thickness | 2.5mm, 3mm, 3.2mm, 4mm, 5mm, 6mm |
| Standard Sheet Size | 1220 × 2440mm (4×8 ft) |
| Custom Sizes | Available on confirmed orders |
| Density | 800–1000 kg/m³ (standard hardboard range) |
| Surface Options | S1S (smooth one side), S2S (smooth both sides), primed, pre-finished |
| Core Material | Wood fiber (eucalyptus, poplar, mixed hardwood fiber) |
| Moisture Content | 5–9% (controlled drying process) |
| Formaldehyde Emission | CARB P2 compliant; E1 / E0 available |
| Certifications |
CARB P2 ISO 9001:2015 FSC CE
|
| Finish Options | Raw, sanded, primed, film-overlaid |
Thickness Tolerance
Held across the full panel — the same standard applied to our plywood range. For buyers running panels through automated cutting or laminating equipment, that tolerance is the difference between consistent output and constant feed adjustments.

Surface Format Guide
Smooth one side — standard for cabinet backs and drawer bottoms where only one face is visible.
Smooth both sides — used where both faces are exposed or laminated.
Primed — factory-applied primer reduces on-site labor for painting and fit-out applications.
Where Hardboard Moves Commercially: Market Segments Worth Sourcing For
Hardboard's commercial value is in its combination of density, surface smoothness, and low cost per square meter relative to plywood or MDF. The segments below are where our buyers are actively moving volume.

Furniture Manufacturing & Flat-Pack Supply Chains
The largest volume segment. Cabinet backs, drawer bottoms, and backing panels are specified in hardboard because the material is lighter and cheaper than plywood alternatives while meeting the structural and surface requirements for these non-load-bearing components.
Furniture OEMs buying at scale — 50,000 to 200,000 sheets per year — treat hardboard as a commodity component, which means supplier consistency and documentation compliance are the selection criteria, not price alone.
If your downstream customers are furniture manufacturers, hardboard is a high-reorder, low-complexity SKU that fits naturally into a panel distribution business.

Interior Fit-Out & Renovation Contractors
Hardboard paneling and standard sheets for wall cladding, ceiling panels, and substrate applications. The commercial pattern here is project-based: a contractor wins a fit-out contract, specifies materials, and places a single large order.
Key spec for this segment: surface quality. Contractors painting or laminating over hardboard need a defect-free surface — inconsistent sanding leaves visible marks through the finish. Distributors who can supply consistent quality with short lead times capture this segment reliably.

Display, Retail Fixture & Point-of-Sale Manufacturing
Runs heavily on 3mm hardboard. Display manufacturers use it for lightweight panel structures, backing boards, and substrate layers in composite display units. The material machines cleanly on CNC routers and laser cutters.
Display fabricators prefer hardboard over MDF for thin-section work: MDF at 3mm tends to chip at cut edges; hardboard holds a cleaner edge at that thickness.
If you're supplying into display or retail fixture manufacturing, 3mm hardboard is a consistent volume item.

Building Products Distribution
Hardboard paneling for interior wall systems, particularly in residential renovation and light commercial fit-out. Markets in North America and Australia have established distribution channels for hardboard paneling — it's a mature product category with predictable reorder patterns.
Primed hardboard is the format that moves fastest in this channel because it reduces on-site labor. Distributors stocking primed formats capture the contractor segment without requiring customers to prime on-site.
Explore Products by Segment
How We Manufacture Hardboard: The Process Details That Affect Your Order
Understanding the production sequence helps you evaluate supplier claims and anticipate quality outcomes before panels arrive at your warehouse.
Fiber Preparation
Eucalyptus and poplar fiber — sourced through our FSC-certified supply chain — is refined to target fiber length and consistency. Fiber quality at this stage directly determines surface smoothness and density uniformity. Inconsistent fiber length produces surface texture variation that shows through paint or laminate finishes.
Forming & Mat Control
The fiber mat is laid to controlled thickness before entering the hot press. We run continuous calibration on mat thickness to ensure the pressed panel hits target density. Density variation — caused by non-uniform fiber mat — produces panels that sand unevenly and have inconsistent hardness. This is the root cause when a buyer's customer reports patchy paint finish.
Hot Pressing
Press temperatures and pressures are calibrated to the target thickness and density specification. Press parameters are logged per batch. After pressing, panels go through a conditioning period before sanding — skipping conditioning produces panels that continue to move dimensionally after leaving the factory, causing problems for buyers who cut to size prematurely.
Sanding & Trimming
Calibrated wide-belt sanders target ±0.2mm thickness tolerance across the panel. Panels are then trimmed to final dimensions on precision saws. For primed hardboard, primer is applied in-line immediately after sanding while the surface is clean and mechanically active — this step determines primer adhesion quality.
QC at Three Points
Incoming fiber inspection, post-press panel check, and outgoing inspection before packing. Outgoing inspection covers thickness at multiple points, surface defect assessment, density verification by weight, and formaldehyde emission testing for CARB P2 and E1/E0 specifications.
What Outgoing Inspection Covers
Every batch passes outgoing inspection before packing. This is not a sampling check — it is a systematic verification against the order specification.
- Thickness measurement at multiple panel points
- Surface defect assessment (visual and tactile)
- Density verification by weight per batch
- Formaldehyde emission testing — CARB P2 and E1/E0

Eucalyptus and poplar fiber sourced through our FSC-certified supply chain. Chain-of-custody documentation available for orders requiring it.
Hot press temperature and pressure parameters are logged per batch. Batch records are retained and available for quality audit requests.
Panels complete a full conditioning period after pressing before sanding begins. This prevents post-shipment dimensional movement — a common failure mode with suppliers who skip this step.
Selecting the Right Hardboard Format for Your Market
The six variants in our range serve different commercial applications. The selection logic is straightforward once you know what your downstream customers are actually doing with the material.
Furniture Manufacturers
- Specify S1S for cabinet backs — smooth face goes outward
- Specify S2S for drawer bottoms where both faces are visible
- Typical thickness: 3mm or 3.2mm — thinner flexes under load; thicker adds unnecessary weight and cost

Contractors or Fit-Out Distributors
- Primed hardboard is the higher-margin format — reduces on-site labor; your customers pay a premium for the time they save
- Standard sheet also moves in this channel for substrate applications where the contractor applies their own finish
Margin note: Primed hardboard commands a price premium over standard sheet. The premium reflects the in-line primer application step — a process advantage that translates directly to your distributor margin.
Display or Retail Fixture Manufacturers
- 3mm hardboard is the primary format for this segment
- Surface quality is the critical spec — display manufacturers need defect-free panels for laminating and printing
- S2S surface options available for this application — contact us to discuss surface grade requirements

Building a Distribution SKU Mix
Start with the two formats that cover the majority of volume applications across furniture, fit-out, and display segments. Expand once you've established base volume.
These two starting SKUs — standard sheet and primed — cover the majority of volume applications. Add masonite if your market uses that terminology. Expand to paneling formats once you've established the base volume.
Format Quick-Reference: Match Variant to Buyer Segment
| Format | Primary Buyer Segment | Key Spec to Confirm |
|---|---|---|
| Hardboard Sheet | Furniture Manufacturers, General Distribution | S1S vs S2S; thickness tolerance |
| Primed Hardboard | Contractors, Fit-Out Distributors | Primer coat coverage; surface flatness |
| Masonite Hardboard | Markets using Masonite specification terminology | Confirm local spec language matches |
| 3mm Hardboard | Display & Retail Fixture Manufacturers | Surface grade; defect-free for laminating |
| Hardboard Paneling | Contractors, Fit-Out Distributors | Panel profile; groove pattern availability |
What Distributors Need to Know Before They Order
Hardboard is a commodity-adjacent product — price and availability move with raw material costs and mill capacity. Understanding the supply chain helps you avoid the common sourcing mistakes that erode margin.
MOQ & Container Sizing
- Hardboard moves in full container loads — 20ft and 40ft are the standard units of trade at the import level
- Sheet count per container varies by thickness and sheet size — confirm pallet configuration before committing to a volume
- Mixed-format containers are possible but reduce per-format volume — weigh the SKU flexibility against the cost of lower per-SKU quantity
- New distributors: start with a single format in a full container to establish baseline turn rate before expanding SKU count
Lead Times & Planning Horizons
- Import lead times typically run 8–14 weeks from order to port arrival, depending on origin and shipping lane congestion
- Add 2–4 weeks for customs clearance, inland freight, and warehouse receipt — plan your reorder point accordingly
- Seasonal demand spikes in Q1 and Q3 — furniture and fit-out production cycles drive these peaks; order ahead of them
- Safety stock of 4–6 weeks of forward demand is a reasonable buffer for a stable distribution operation
Moisture, Storage & Handling
- Hardboard is hygroscopic — it absorbs and releases moisture from the surrounding environment, which causes dimensional movement
- Store flat on level racking in a dry, covered warehouse — outdoor or semi-open storage causes warping and surface damage that makes sheets unsaleable
- Keep pallets wrapped until point of sale — unwrapped pallets in humid environments can develop surface bloom within weeks
- Advise end-customers to condition sheets in the installation environment for 48 hours before use — reduces post-installation movement complaints
Quality & Inspection Points
- Inspect for surface defects on receipt — blistering, delamination, and edge damage are the most common transit issues
- Verify thickness consistency across the pallet — variation beyond ±0.2mm causes problems for furniture manufacturers using automated cutting equipment
- Check sheet squareness on a sample basis — out-of-square sheets generate customer complaints and returns that are disproportionately costly to resolve
- For primed hardboard: check primer adhesion and coverage uniformity — patchy primer is a visible defect that customers will reject
Ready to discuss a supply program?
We work with distributors on container programs, mixed-format loads, and ongoing supply arrangements. Tell us your target segments and volume range — we'll put together a format and pricing recommendation.
Common Hardboard Quality Failures and How We Engineer Against Them
Hardboard has a short list of failure modes that experienced buyers have seen before. Here's what causes them and what we do about it.
Surface Delamination or Peeling Finish
The most common complaint from buyers whose customers paint or laminate over hardboard. The root cause is almost always surface contamination or insufficient mechanical activation before the finish is applied. Panels that sit in a warehouse for weeks before priming develop a surface layer that reduces adhesion.
Sanding happens immediately before any surface treatment — primer, film, or overlay — so the surface is clean and mechanically active at the point of application. We don't let panels sit before priming.
Thickness Variation Across a Batch
When a buyer's downstream customer runs panels through automated equipment and gets inconsistent results, thickness variation is usually the cause. Edge-to-center thickness variation is a common issue on poorly calibrated sanding lines — it's the variation that causes problems in automated processing.
Our calibrated sanding process targets ±0.2mm tolerance. We measure at multiple points across the panel, not just at the center — catching edge-to-center variation before panels leave the line.
Warping After Delivery
Hardboard that warps after it arrives at the buyer's warehouse is almost always a moisture content issue — either the panel left the factory too wet, or it was packaged without adequate moisture protection for ocean transit.
We target 5–9% moisture content at dispatch and wrap export bundles in moisture-resistant film. Panels that arrive within that moisture range and are stored flat will stay flat.
Edge Chipping on Cut Panels
Hardboard chips at cut edges when the fiber density is inconsistent or when the cutting tool is wrong for the material. If your customers are reporting edge chipping, the first question is whether they're using the right blade specification.
Our panels hold consistent density across the full sheet, which means cut edges are clean with standard carbide tooling. We can advise on tooling recommendations for specific applications.

A Note on Edge Chipping and Tooling
Material quality and tooling specification are both factors in cut-edge quality. Our panels hold consistent density across the full sheet — but if your customers are reporting edge chipping on otherwise well-specified hardboard, the issue is often the blade, not the board. We can advise on tooling recommendations for specific applications and thicknesses.
OEM and Custom Hardboard: What We Can Adapt
Our OEM capability on hardboard covers the dimensions that matter for buyers building private-label or specification-matched supply chains.
Custom Dimensions
We cut to non-standard sizes on confirmed orders. Common custom requests include half-sheet formats (1220×1220mm), long panels for specific paneling applications, and narrow strips for furniture component supply.
Custom cutting is a scheduling and yield question for us — no tooling cost, just minimum order quantities that make the run economical.
Custom Thickness
Beyond the standard range, we can produce to specific thickness targets for buyers with defined application requirements.
Below 2.5mm the panel becomes fragile in handling; above 8mm, MDF or plywood is usually the more appropriate material.
Surface Treatments
Primed, film-overlaid, and pre-finished options are available. For buyers who need a specific primer color or film texture, we can work from your specification.
Minimum quantities apply for custom surface treatments — setup cost on the coating line needs to be spread across enough panels to make the per-unit cost work.
Formaldehyde Specification
CARB P2 is our standard baseline. E1 and E0 specifications are available for buyers supplying into markets with stricter indoor air quality requirements.
The resin system is adjusted at the production stage — this isn't a post-production treatment, it's built into the manufacturing process.
Private Label and OEM Marking
Bundle marking, custom packing lists, and private-label documentation are available for buyers building their own brand around our production.
-
Custom bundle marking to your brand
-
Private-label packing lists and documentation
-
Proven OEM programs for distributors in North America and Europe
-
Straightforward process once specifications are confirmed
Ready to Discuss Your OEM Requirements?
Whether you need custom dimensions, a specific formaldehyde specification, or a private-label program, our technical team can work from your specification. The process is straightforward once requirements are confirmed.
Where Hardboard Gets Used
Hardboard's combination of density, smooth surface, and dimensional stability makes it a practical choice across a wide range of industries. These are the markets our buyers typically supply into.
Construction & Building
Largest volume segment
Hardboard is used extensively in residential and light commercial construction — primarily as underlayment, wall lining, and site hoarding. The smooth face and consistent thickness make it reliable for applications where flatness matters.
Furniture & Cabinetry
High-volume component supply
Cabinet backs, drawer bottoms, and furniture backing panels are among the most consistent volume applications. Hardboard's smooth surface takes paint and laminate well, and the density means it holds fasteners without splitting.
Retail Display & Signage
Surface quality critical
The smooth, paintable surface makes hardboard a practical substrate for point-of-sale displays, exhibition panels, and retail shelving. Primed hardboard is particularly common here — it arrives ready for direct printing or painting.
Automotive & Transport
Tempered grade preferred
Tempered hardboard is used in vehicle interior linings, trailer flooring, and cargo area panels. The oil-tempering process increases hardness and moisture resistance, which matters in transport environments where humidity and abrasion are factors.
Packaging & Industrial
Utility-grade applications
Hardboard is used as pallet decking, crating liner, and protective packaging for fragile goods. The density and rigidity provide protection without the weight penalty of solid timber, and it's cost-effective at scale.
Arts, Crafts & Hobby
Retail channel supply
Hardboard is a traditional painting substrate and craft board. The smooth surface accepts gesso, acrylic, and oil paint well. Buyers in this segment typically supply art supply retailers and hobby chains, often in cut-to-size formats.
Most Buyers Supply Multiple Segments
In practice, most of our volume buyers don't supply a single end-use market — they distribute across construction, furniture, and industrial channels simultaneously. This is why consistent quality across grades matters: a buyer supplying both cabinet manufacturers and construction merchants needs to know that every pallet meets spec, regardless of which channel it's going to.
Our production consistency and documentation standards are designed with multi-channel distributors in mind.
Approximate distribution across active buyer accounts
Export Logistics: Container Loading and Documentation
Hardboard ships efficiently in standard containers. Standard 1220×2440mm panels stack flat and load to high cubic utilization in 20HQ and 40HQ containers. We provide loading plans with each shipment so your receiving team knows the bundle configuration and stack count.
Consolidated Mixed-Product Orders
For mixed-product orders — hardboard combined with plywood, MDF, or other panel types from our range — we coordinate consolidated loads to reduce your per-unit freight cost. Most buyers who start with hardboard expand their sourcing to other panel categories once they've seen how we handle documentation and logistics.
Transit Times from Xuzhou
We connect to Qingdao, Shanghai, and Lianyungang ports — routing is selected based on your destination and schedule requirements.
Standard Export Documentation
Included with every shipment — no additional requests required for standard documentation packages:
We provide loading plans with each shipment so your receiving team knows the bundle configuration and stack count. Port routing — Qingdao, Shanghai, or Lianyungang — is selected based on your destination and schedule requirements.
Frequently Asked Questions
Technical and commercial questions we hear from buyers sourcing hardboard for the first time — and from experienced importers who want to confirm specifics before placing an order.
Hardboard is denser than MDF — typically 800–1000 kg/m³ versus 650–800 kg/m³ for standard MDF — and is produced at thinner gauges. The higher density gives hardboard a harder surface and better resistance to surface denting, which is why it's preferred for applications like drawer bottoms and cabinet backs where the panel takes contact loads.
MDF machines more easily for routed profiles and detailed shapes. For flat panel applications where surface hardness and thin gauge matter, hardboard is the right choice; for shaped or profiled components, MDF is usually more practical.
- 800–1000 kg/m³ density
- Harder surface, dent-resistant
- Thinner gauges available
- Flat panel applications
- 650–800 kg/m³ density
- Easier to machine/route
- Detailed shaped profiles
- Profiled components
3mm and 3.2mm are the standard thicknesses for cabinet backs in flat-pack and assembled furniture. 3mm is the most common in cost-sensitive applications; 3.2mm is specified where slightly more rigidity is needed or where the cabinet back is visible and needs to resist flex under load.
For drawer bottoms, 3mm is standard for most residential furniture; commercial or heavy-duty applications sometimes specify 4mm. We hold both as standard production thicknesses.
Yes. CARB P2 compliance is our standard baseline across the hardboard range — it's built into the resin system at the production stage, not tested at the end and certified after the fact. We include the CARB documentation package as standard with US-bound shipments.
If your buyers require third-party test reports, we can provide SGS or Bureau Veritas test documentation on request.
Standard MOQ is one 20HQ container for standard specifications. For custom dimensions, custom surface treatments, or non-standard thicknesses, MOQ is higher — the specific quantity depends on the specification.
Contact us with your target specification and we'll confirm the MOQ and lead time.
Standard hardboard is not suitable for exterior or high-humidity applications — it will absorb moisture and swell.
For exterior or wet-area applications, film-faced plywood or exterior-grade MDF with moisture-resistant resin is the appropriate material.
If your project requires a hardboard-format panel for a semi-exposed application, ask us about our moisture-resistant surface treatment options — we can discuss what's feasible for your specific use case.
We target 5–9% moisture content at dispatch and package export bundles in moisture-resistant film. Panels that arrive within that moisture range and are stored in covered, ventilated conditions will perform normally.
For buyers in high-humidity markets, the critical factor is storage conditions after arrival — hardboard stored in open-air or unventilated warehouses will absorb ambient moisture regardless of how it was packed. We can advise on storage recommendations for your specific climate conditions.
- 5–9% moisture content at dispatch
- Moisture-resistant film packaging
- Export bundle wrapping standard
- Covered, ventilated storage after arrival
- Avoid open-air or unventilated warehouses
- Acclimatise before use in high-humidity sites
Ready to source hardboard at scale?
Send us your target specification — thickness, surface, dimensions, volume — and we'll come back with pricing, lead time, and documentation within one business day.
Source Hardboard Direct from the Factory
Manufacturing engineered wood panels since 2008 — consolidate your supply chain with a single factory source.
Broader Panel Portfolio
The hardboard range is part of a broader panel portfolio. Most buyers who source hardboard from us also run plywood, MDF, or melamine-faced panels through the same supply chain — which simplifies procurement and consolidates your documentation requirements.
Evaluating Hardboard Suppliers?
Send us your target specification, destination market, and annual volume estimate. We'll come back with:
- A detailed quote matched to your specification
- Relevant certification documentation for your destination market
- A loading plan so you can calculate your landed cost accurately before committing

New to This Product Category?
Building out a distribution SKU mix? Tell us your target market and the applications your customers are running — we'll suggest the formats and thicknesses that move in that segment based on what we're shipping to similar markets today.
Get in Touch
Ready to evaluate hardboard supply? Send your specification and volume estimate — we'll respond with a quote, certification documentation, and a container loading plan.
Explore Hardboard Product Pages
Xuzhou QD Wood Industry Co., Ltd. | [email protected] | +86 18361278885 | No. 88 Sanbao Industrial Park, Tongshan District, Xuzhou, Jiangsu Province, 221116, China