パネルが20回打設できるはずなのに4回で剥離した場合、その原因は現場にあるのではありません。工場にあります——プレス工程、接着剤塗布工程、あるいはフィルムラミネートラインのどこかに。パネルの転用回数は、出荷前の製造段階で決まっています。
フィルム合板に関する調達情報の多くは、工程を順番に並べるだけです。単板、接着剤、プレス、フィルム。しかし、それらの工程が実際の現場結果——コンクリート打設何回でパネルが劣化するか、フィルムが浮くか、コアが膨張するか——にどうつながるかは説明されていません。本記事ではその点を解説します。
当社は2008年から徐州工場でフィルム合板を製造しています。以下は当社の実際の製造方法と、各工程での判断が転用回数にどう反映されるかの説明です。
フィルム合板が一般合板と異なる点
一般合板の製造はサンディングラインで終わります。フィルム合板はさらにラミネート工程を加え、フェノール含浸紙フィルムを熱と圧力で両面に接着します。このフィルムがコンクリート離型性、耐湿性、そして繰り返し打設に耐える表面耐久性を生み出します。
調達の観点でこの違いが重要なのは、フィルムラミネート工程こそが汎用品と高性能品の分岐点だからです。フィルムラミネートを後付け作業として扱う工場——メインラインから出てきた合板に何でもフィルムを貼るだけ——は、フィルムの接着要件を中心に全工程を設計した工場とは異なる製品を作ります。単板の表面グレード、接着剤システム、プレス条件、フィルム目付はすべて相互に影響します。一つでも誤れば、外観検査では問題なく見えても、フィルム接着力が低下します。
当社のフィルム合板ラインは、一般合板製造に後付けした仕上げ工程ではなく、専用の製造シーケンスです。この違いが以下の各工程に貫かれています。
単板選定とコア構成:転用回数はここから始まる
フィルム合板のコア構成は、荷重下での構造挙動——剛性、ビス保持力、端部損傷への耐性——を決定し、フィルムが接着する基材品質を左右します。どちらも転用回数に直結します。
コア樹種:バーチとポプラ
バーチコアパネルはポプラより密度が高く剛性があります。18mmバーチコアパネルは通常、弾性係数が高く、コンクリート荷重下でのたわみが少なくなります——型枠スパンが長い場合や打設重量が大きい場合に重要です。バーチはパネル端部でのビスや型枠タイの保持力も高く、繰り返し組み立てによる端部割れを抑制します。
ポプラコアは軽量でコストが低くなります。パネルが短い間隔で支持され、端部荷重が少ない用途では、ポプラで十分な性能が得られます。ただしトレードオフは現実的です。高荷重型枠用途でのポプラコアパネルは、1サイクルあたりの端部損傷が多く、フィルム表面が健全でも実質的な転用回数が短くなります。
(当社は両方を供給しています。適切な選択は打設形状と支持間隔によって決まります——仕様書上の響きではありません。)
単板グレードと表面処理
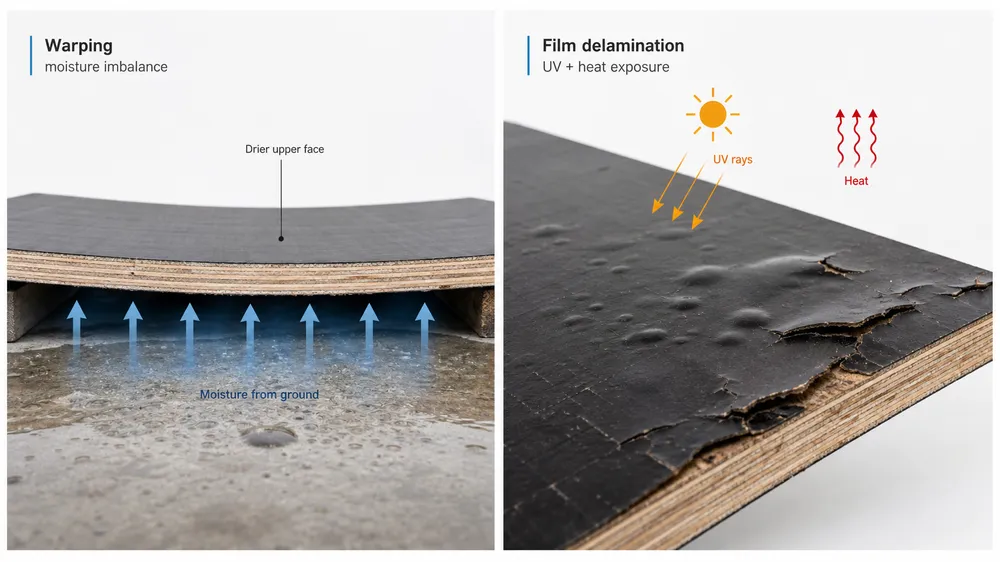
フェースベニヤ——フィルム直下の層——は平滑で均一であり、開口欠陥がないことが必要です。フェースベニヤの空隙、節穴、表面の不均一はフィルム接着の弱点となります。コンクリート養生の熱サイクルにより、これらの弱点が剥離の起点となります。
当社ではフェースベニヤとコアベニヤを別々にグレーディングしています。フィルム合板用フェースベニヤは専用のグレーディング工程を経ます。表面欠陥はパッチ補修し、開口木目は不合格とし、積層ステーションに到達する前に含水率を確認します。コアベニヤは構造的完全性——大きな空隙なし、均一な厚み——でグレーディングされますが、表面外観は二次的です。
積層における単板厚みの配列も重要です。バランス構成——中心プライを中心とした対称的な単板配置——は、プレス後の反りを引き起こす含水率差による動きを防ぎます。当社は価格を下げるためにプライ数を削減しません。保管中に反ったパネルが現場に届くことは、お客様の問題であり、当社の問題でもあります。

プレス前含水率管理:納品時に検査できない変数
これは多くのバイヤーが確認しない工程ですが、パネルが反るか、厚み変動が生じるか、現場で剥離するかを最も直接的に決定する工程です。
積層時の単板含水率は厳密な範囲内に収める必要があります。含水率が高すぎると、熱圧プレスが蒸気を不均一に排出し、パネル冷却後に反りや表面膨れとして現れる内部応力勾配が生じます。低すぎると、接着剤ラインが適切に濡れず、表面検査では問題なく見えても、コンクリート型枠使用時の乾湿サイクルで破壊する接着となります。
当社では積層ステーションに到達する前に、すべての単板バッチに対してプレス前含水率検証を実施しています。輸出グレードフィルム合板の目標含水率は8〜12%です。この範囲外の単板は乾燥ラインに戻します——プレスには投入しません。
多くの工場はこの工程を省略します。熱圧プレスが対処できるという論理です。確かに部分的には対処できますが、不均一にです。16%の含水率でプレスに入った単板はプレス中にその水分を失いますが、蒸気はどこかに逃げなければならず、1220×2440mmのパネル全体で均一には排出されません。結果はバッチ全体の厚み変動です。中央で18.0mm、コーナーで17.6mmのパネルが生じます。この変動は外観検査では見えず、スポット厚み測定でも現れません。お客様が自動切断設備でパネルを加工したときにフィード誤差が出たとき、あるいはパネルが型枠フレームに平らに収まらないときに現れます。
(当社は他工場から調達したパネルでこの不具合モードを確認しています——バイヤーが現場問題のトラブルシューティングのためにサンプルを持ち込み、含水率関連の厚み変動が最も多く確認される根本原因の一つです。)
接着剤システムと熱圧プレス:繰り返し乾湿サイクル下での接着強度
コンクリート型枠用フィルム合板は湿潤環境で使用されます。打設中のコンクリートはアルカリ性で湿潤であり、打設間にパネルは乾燥し、再び湿潤になります。接着剤ラインはそのサイクルを通じて接着強度を維持しなければなりません。
WBPフェノール樹脂
当社のフィルム合板製造全体でWBP(耐候・耐煮沸)フェノール樹脂を使用しています。WBPフェノールは外装・型枠用途に適した仕様であり、長期間の湿潤暴露と温度変動下でも接着完全性を維持します。MR(耐湿)ユリア・ホルムアルデヒド樹脂はコストが低く内装用途には適していますが、型枠使用時の乾湿サイクルで劣化します。MR樹脂で接着されたパネルは型枠用途で剥離します。通常、湿気浸入が最も多い端部から始まります。
接着剤塗布量
接着剤塗布量——単板単位面積あたりの樹脂塗布量——は、完成パネルからバイヤーが確認できない変数の一つです。少なすぎると接着破壊が生じ、多すぎるとフェースベニヤにブリードスルーが生じ、フィルム接着に影響する表面不均一が生まれます。
当社の自動接着剤スプレッダーは、各製造ランの開始時に仕様に対して確認された管理された塗布量で樹脂を塗布します。フィルム合板の目標範囲は単板樹種と厚みの組み合わせに合わせて調整されています——バーチコアはポプラとは異なる塗布量で運転します。表面多孔性が異なるためです。
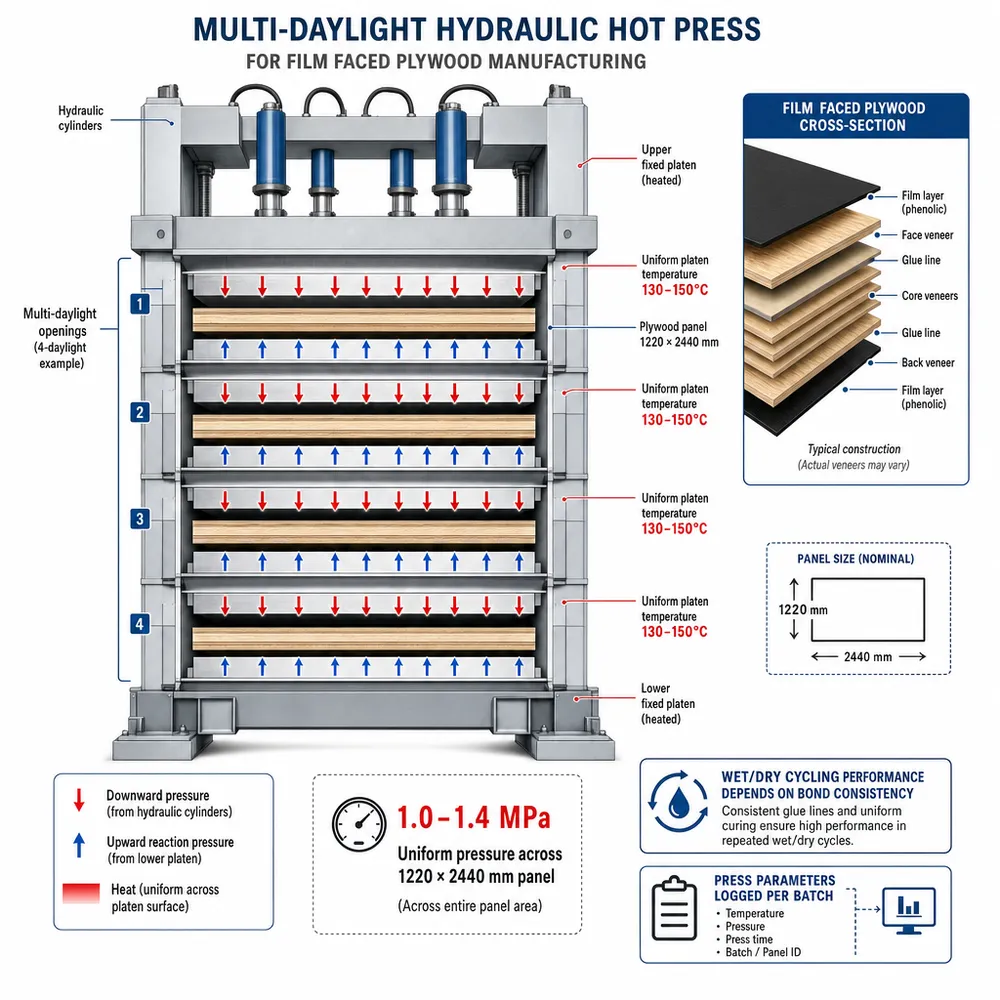
熱圧プレス条件
プレス温度、圧力、プレス時間は接着品質を決定する3つの変数です。当社はパネル全面に均一な圧力分布を実現するよう調整された多段油圧熱圧プレスを使用しています。熱圧プレスにおける重大な不具合モードは不均一な圧力です——中央で1.2 MPa、コーナーで0.9 MPaを加えるプレスは、表面全体で接着強度が不均一なパネルを生産します。これらのパネルは外観検査や基本的な剥離試験に合格しますが、現場使用では早期に破壊します。
プレス条件はバッチごとに記録されます。下流で接着問題が発生した場合——バイヤーが特定の出荷品の剥離を報告した場合——その製造ランのプレスログを引き出し、条件が仕様内であったかを確認できます。このトレーサビリティは、現場不具合のトラブルシューティングで製造問題か現場取り扱い問題かを判断する際に重要です。
プロセスエンジニアリングによるCARB P2適合
当社のCARB P2適合は、ライン末端の排出試験だけでなく、管理された接着剤塗布量とプレス温度によって達成されています。この違いは密閉構造物での型枠に低排出を指定するバイヤーにとって重要です。工場でCARB P2排出試験に合格しても、不均一な接着剤塗布量で製造されたパネルは、バッチ全体で排出性能が変動します——サンプルで確認されるだけです。当社は排出目標を一貫して達成するようにプロセスを設計し、出荷検査で確認します。

フェノールフィルムラミネート:目付、接着方法、転用回数
フィルムはバイヤーが目にするものです。そして表面離型品質、打設回数、現場でのパネルの経年変化を決定するものでもあります。フィルム目付と接着方法が、汎用フィルム合板と転用性能を重視した製品を分ける2つの変数です。
フィルム目付:120 g/m²と220 g/m²
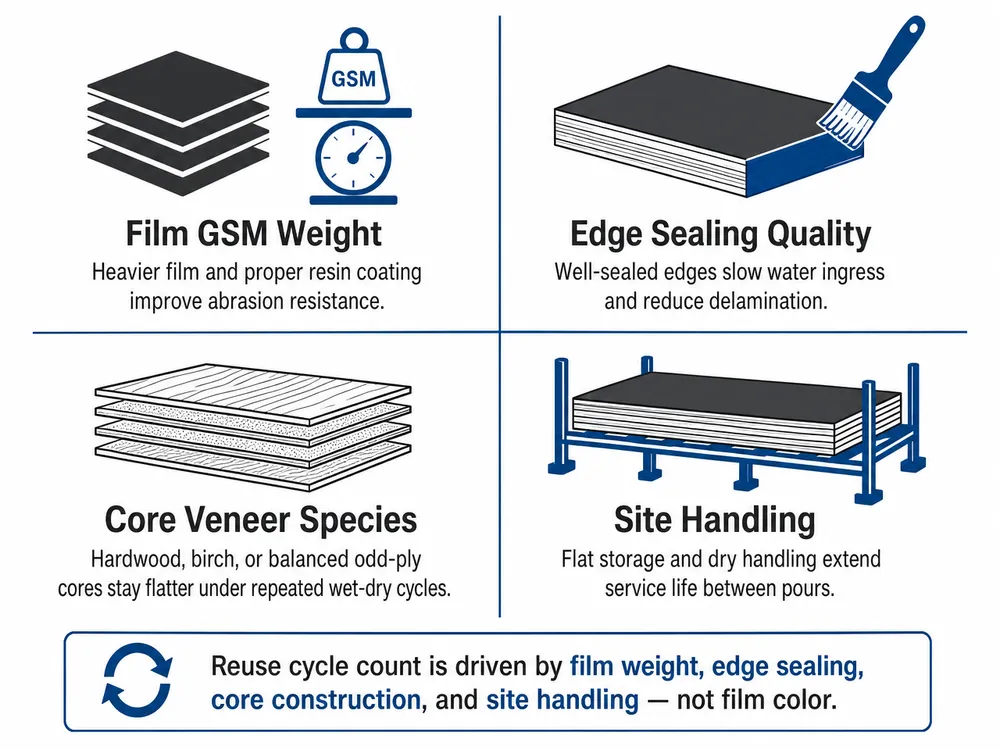
フェノールフィルムは平方メートルあたりの重量で販売されます。目付は紙基材へのフェノール樹脂含浸密度を反映しています——重いフィルムほど樹脂が多く、より硬く耐摩耗性の高い表面となり、コンクリートのアルカリ化学に対する耐性が向上します。
| フィルム目付 | 標準転用回数 | 用途 |
|---|---|---|
| 160 g/m² | 15〜25回 | 標準的な建築型枠 |
| 220 g/m² | 25〜40回以上 | 高サイクル型枠、エンジニアリングシステム |
これらの範囲は適切な現場取り扱いを前提としています——パネルを平置き保管、端部シール処理、離型剤塗布。コンクリート上を引きずったり、立て掛けて保管したり、離型剤なしで使用したパネルは、フィルム目付に関わらず性能が低下します。
120 g/m²フィルムは汎用仕様です。低価格フィルム合板のほとんどがこれを使用しています。転用回数が重要なプロジェクト——ほとんどの型枠バイヤーにとって重要です。転用回数は1打設あたりのコストに直結するからです——フィルム目付が最初に確認すべき仕様です。
(パネルが6〜8回の打設で破壊したプロジェクトの後に当社に来るバイヤーがいます。ほとんどの場合、パネルはフィルム目付の要件なしに「フィルム合板」として指定され、サプライヤーは120 g/m²製品を出荷しました。パネルは記載された仕様を満たしていました。バイヤーの1打設あたりのコスト計算は20回転用を前提としていました。)
フィルム接着方法
フィルムはメインの熱圧プレスより低温ですが、やはり管理された熱と圧力のプロセスである別のラミネートプレスサイクルでフェースベニヤに接着されます。接着品質は、繰り返し打設サイクルの熱的・機械的ストレスを通じてフィルムが接着を維持できるかを決定します。
当社では出荷検査でクロスカットおよびピール試験によりフィルム接着を試験しています——外観検査だけではありません。表面上は良好に接着しているように見えるフィルムでも、ピール試験でのみ現れるミクロレベルの接着不良を持つことがあります。これらの不良は、熱サイクルが接着欠陥を表面に伝播させた後、3〜5回の打設後に目視可能な剥離となります。
フィルムの色と表面テクスチャ
ブラウンフィルム(標準フェノール)とブラックフィルム(通常、より高いフェノール密度)が2つの一般的な選択肢です。ブラックフィルムは一般的に樹脂含有量が高く表面が硬いことを示しますが、フィルムの色だけでは品質の信頼できる指標にはなりません——目付仕様が確認すべき数値です。
表面テクスチャ(平滑面とメッシュ/滑り止め面)はコンクリート離型性と打設コンクリートの表面仕上げに影響します。平滑フィルムはより滑らかなコンクリート面を生み出し、メッシュテクスチャは水平型枠での作業者のグリップを向上させます。選択は用途によって決まります——どちらが「優れている」かではありません。
フェノールフィルム仕様と利用可能なフィルム目付の全範囲については、フェノールフィルム合板製品ページをご覧ください。

現場性能を決定するQCチェックポイント
上記の製造工程がパネルを生産します。QCプロセスは出荷されるパネルが指定されたパネルと一致するかを決定します。フィルム合板において、型枠性能に最も重要な検査ポイントは以下の通りです。
入荷単板検査
入荷単板の含水率測定、樹種確認、表面欠陥グレーディング。目標仕様の含水率範囲外の単板は積層ステーションに到達する前に不合格とします。これが上記の含水率管理セクションで説明した厚み変動と反りの問題を防ぐチェックポイントです。
積層工程内検査
各製造ランの開始時の接着剤塗布量確認。積層シーケンス確認——正しい単板枚数、正しいフェースベニヤ方向、正しいコア構成。これは仕様エラーが、修正不可能なパネルにプレスされる前に発見される場所です。
プレス後検査
剥離確認、膨れ確認、パネル複数箇所での厚み測定。この段階で接着不良を示すパネルはフィルムラミネートラインに到達する前に取り除かれます。接着ラインが弱いパネルは、フィルムがどれほど良くても現場で破壊します。
出荷検査
フィルム合板の出荷検査には以下が含まれます。
- 複数箇所での厚み測定(許容差±0.2mm)
- 表面グレード評価
- フィルム接着:クロスカットおよびピール試験
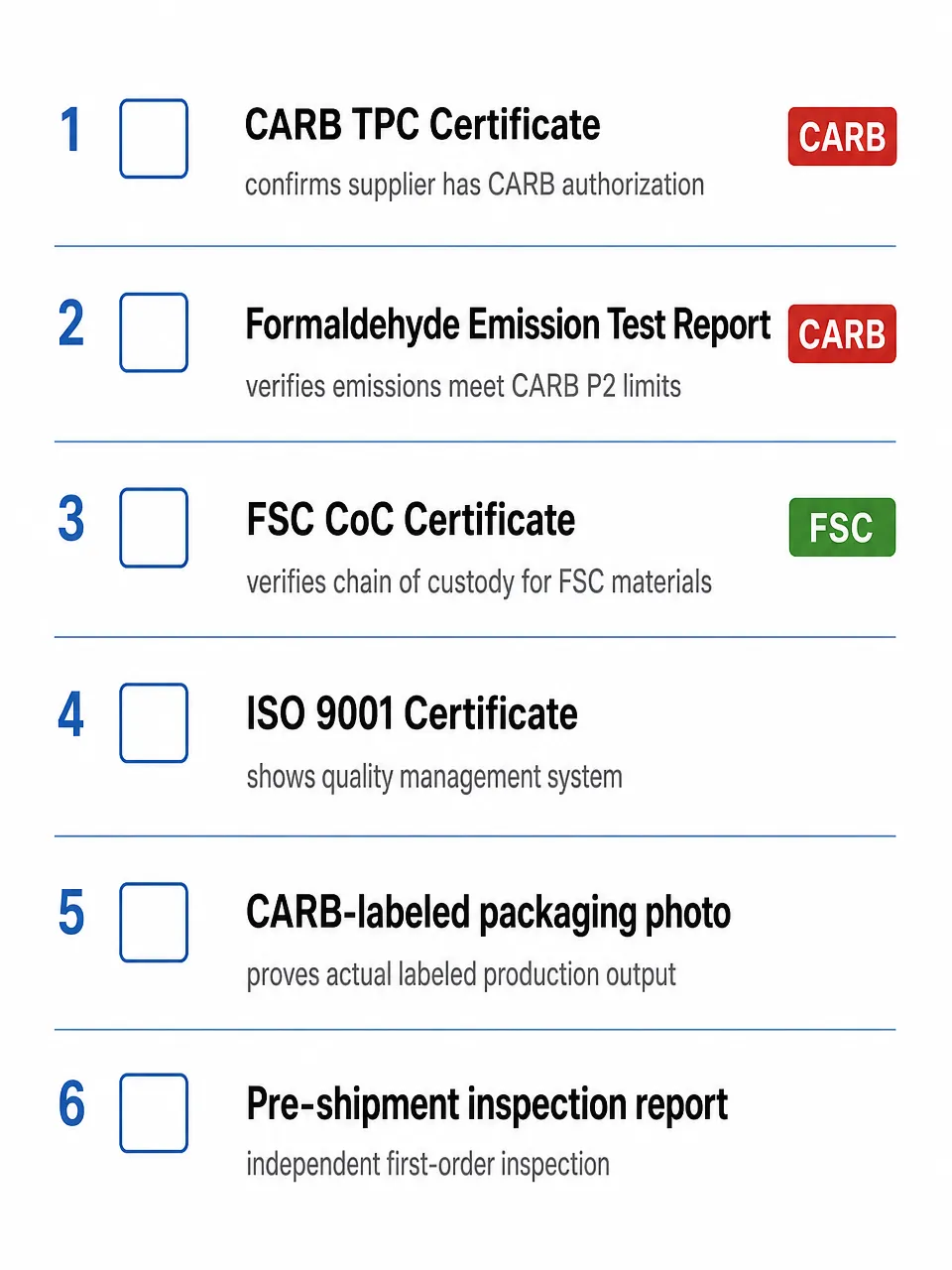
- CARB P2およびE1/E0仕様のホルムアルデヒド排出試験
- 含水率確認
- 輸出グレードパネルの端部シール確認
フィルム接着のクロスカットおよびピール試験は、当社の出荷検査を外観のみの確認と区別する工程です。外観検査に合格してもピール試験で不合格となるフィルムは現場で剥離します。当社はそれらのパネルを出荷前に発見します。
第三者による出荷前検査はSGS、ビューローベリタス、またはご指定の機関を通じて利用可能です。当社がアクセスを調整します——独立検査を必要とするバイヤーは手間なく手配できます。
仕様書の読み方:認証が製造工程について実際に何を証明するか
フィルム合板の仕様書には通常、厚み、フィルムの色、コア樹種、認証が記載されています。これらの認証が製造工程について実際に何を示しているか——そして何を示していないか——を説明します。
ISO 9001:2015
ISO 9001は工場が文書化された品質管理システムを持ち、それに従っていることを認証します。プロセスの一貫性とトレーサビリティを検証します——プレス条件の記録とバッチトレーサビリティを可能にする種類のシステムです。個々のパネルの特定の製品性能を認証するものではありません。
CARB P2
CARBフェーズ2は、パネルのホルムアルデヒド排出量がカリフォルニア大気資源局の基準——当社の輸出市場で最も厳格な基準——を満たすことを認証します。密閉構造物(トンネル型枠、地下構造物建設)で使用されるフィルム合板にとって重要です。プロセスエンジニアリング(管理された接着剤塗布量とプレス温度)によって達成されたCARB P2適合は、ライン末端試験のみによる適合より信頼性が高くなります。排出性能がバッチ全体で一貫していることを意味し、サンプルで確認されるだけではないからです。
CE
合板のCEマーキングは欧州建設製品規制下での構造性能要件をカバーします。欧州市場での型枠用途では、CEマーク付きパネルには構造クラスと適用規格を指定した性能宣言書が付属します。
FSC
FSCチェーン・オブ・カストディ認証は木材繊維を認証された森林まで追跡します。バイヤーが持続可能な調達要件を持つ場合、または森林破壊に関連するサプライチェーン規制のある市場に供給する場合に関連します。
認証が示さないこと
認証は工場のプロセスが審査時点で定義された基準を満たすことを検証します。特定の注文でのフィルム目付、コア樹種、接着剤塗布量は示しません。これらは仕様の問題です——パネルが到着した後ではなく、注文前に確認すべき質問です。
サプライヤーに確認する価値のある仕様書の質問:
- フィルム目付(g/m²)は何ですか?
- コア樹種は何ですか(バーチ、ポプラ、または混合)?
- 使用する接着剤システムは何ですか(WBPフェノールまたはMRユリア)?
- 出荷時の含水率範囲はどのくらいですか?
- 出荷検査でフィルム接着はどのように試験されますか?
5つすべてに具体的な数値で答えられるサプライヤーはプロセスを運営しています。「高品質」や「標準仕様」と答えるサプライヤーはそうではありません。
フィルム合板の全製品ラインと利用可能な仕様の概要については、フィルム合板メーカーページをご覧ください。バーチコアオプションを具体的に評価している場合は、バーチフィルム合板ページでその構成を詳しく説明しています。

工場でのプロセス判断が1打設あたりのコストに与える影響
転用回数は技術的な変数であるだけでなく、商業的な変数でもあります。15%高いコストのパネルが2倍の転用回数を実現するなら、1打設あたりのコストは低くなります——そしてそれがプロジェクトの型枠経済性を計算する際に重要な数値です。
転用回数を決定するプロセス判断は、パネルが出荷される前に行われます。
- フィルム目付は表面耐久性の上限を設定します。現場での取り扱いがどれほど良くても、120 g/m²フィルムから25回打設の性能は得られません。
- コア樹種は荷重下での構造性能を決定します。バーチコアは高荷重・長スパン型枠でより優れた性能を発揮し、ポプラコアは軽量用途に適しています。
- 接着剤システムはパネルが乾湿サイクルに耐えられるかを決定します。WBPフェノールが型枠に適した仕様であり、MR樹脂は適していません。
- プレス前含水率管理は寸法安定性を決定します。含水率関連の厚み変動があるパネルは精密型枠システムで問題を引き起こします。
- フィルム接着品質は表面がどれほど早く劣化するかを決定します。ミクロレベルの接着不良があるフィルムは、フィルム目付が本来示す予測より前に剥離します。
これらの変数はいずれも完成パネルでは目視できません。プロセス変数です——確認する唯一の方法は、サプライヤーの製造プロセスを理解し、注文前に適切な質問をすることです。
当社は18,000 m²の徐州工場で6本の製造ラインを稼働しており、年間生産能力は45万立方メートルです。当社のフィルム合板ラインは、プレス前含水率確認、プレス条件の記録、出荷検査でのクロスカット/ピールフィルム接着試験を備えた専用製造シーケンスです。ISO 9001:2015、CE、FSC、CARB P2認証取得済み。
型枠プロジェクト向けにフィルム合板を調達しており、転用目標に適したフィルム目付とコア構成を指定したい場合は、プロジェクト仕様をお送りください——打設環境、パネル寸法、目標転用回数、仕向地市場。調達推奨と詳細見積もりをご返答します。
FAQ:フィルム合板の製造と調達
コンクリート型枠にはどのフィルム目付を指定すべきですか?
15〜25回の打設を目標とする標準的な建築型枠には、160 g/m²フィルムを指定してください。25回以上を目標とする高サイクル型枠システムには、220 g/m²を指定してください。120 g/m²フィルムは低サイクルまたは単回使用用途には適していますが、転用回数が商業的に重要な用途では性能が不足します。注文前に必ずフィルム目付を書面で確認してください——「標準フィルム」は仕様ではありません。
フィルム合板におけるWBP接着剤とMR接着剤の違いは何ですか?
WBP(耐候・耐煮沸)フェノール樹脂は、長期間の湿潤暴露と温度サイクル下でも接着完全性を維持します——コンクリート型枠に適した仕様です。MR(耐湿)ユリア・ホルムアルデヒド樹脂はコストが低く内装用途には適していますが、型枠使用時の乾湿サイクルで劣化します。MR樹脂で接着されたパネルは型枠用途で剥離します。通常、端部から始まります。サプライヤーが接着剤システムを明示しない場合は、直接確認してください。
単板含水率はフィルム合板の性能にどう影響しますか?
積層時の単板含水率は寸法安定性と接着品質の両方に影響します。プレス時に含水率が高すぎる単板は、プレス後に反りと厚み変動を引き起こす内部応力勾配を持つパネルを生産します。低すぎる単板は弱い接着ラインを生産します。輸出グレードフィルム合板の目標範囲は8〜12%です。プレス前含水率確認——乾燥後だけでなく積層前に単板含水率を確認すること——がこの変数を管理するプロセス工程です。サプライヤーがプレス前含水率確認を実施しているか、それとも熱圧プレスに残留含水率の管理を任せているかを確認してください。
パネルが出荷される前にフィルム接着品質を確認できますか?
はい。出荷検査でのクロスカットおよびピール試験結果を要求してください。フィルム接着の外観検査だけでは不十分です——外観検査に合格するミクロレベルの接着不良は、3〜5回の打設サイクル後に目視可能な剥離に伝播します。クロスカットおよびピール試験がフィルム接着品質を確認する標準的な方法です。サプライヤーがフィルム接着に外観検査のみを実施している場合、それはリスクとして認識すべきです。
密閉構造物で使用するフィルム合板にはどの認証を要求すべきですか?
ホルムアルデヒド排出が懸念されるトンネル型枠、地下構造物建設、屋内コンクリート工事などの密閉構造物では、CARB P2またはE1排出適合を指定し、試験報告書を要求してください。CARB P2がより厳格な基準です。欧州市場では、性能宣言書付きのCEマーキングが関連文書です。ISO 9001:2015認証はプロセスの一貫性を検証しますが、単独では排出性能を認証しません。
バーチコアフィルム合板は常にポプラコアより優れていますか?
常にそうとは限りません。バーチコアはより剛性が高く、密度が高く、パネル端部でのビス保持力が優れています——支持間隔が広い高荷重・長スパン型枠で重要な利点です。支持間隔が短く端部荷重が少ない軽量型枠用途では、ポプラコアがより低いコストで十分な性能を発揮します。適切な選択は打設形状と支持間隔によって決まります。不明な場合は、型枠設計パラメータをお知らせください。適切なコア構成を推奨します。